
Каскадный метод препарирования

Автор:
Мартынов А.О.
Коллеги, представляю вам
Препарирование
Критерии корректного препарирования
Достаточность
Отсутствие поднутрений
Аккуратность
Гладкая поверхность
Анатомическое препарирование
Ровная граница уступа, плавная на всем протяжении, не прерывающаяся.
Критерии некорректного препарирования
Чрезмерность
Недостаточность
Наличие поднутрений
Неаккуратность
Шероховатая поверхность
Острые вершины бугров
Не анатомическое препарирование
Граница уступа рваная, уступ чрезмерный, либо прерывается,
Уступ не равномерный по толщине, чрезмерно скачет по высоте.
Все мы знаем как важно корректное препарирование для хорошей работы ортопеда.
Я бы даже сказал это ключевой момент.
Согласен с тем, что зачастую грамотный техник сможет нивелировать ошибки врача и предложить вполне качественную работу при неудачном и не корректном препарировании. Но бывает техник слабоват или далеко не всегда можно что-то поправить на модели.
Было ли у вас такое: старались, препарировали, потратили много времени, а потом смотрите на модели и диву даётесь, ну как я мог так отпрепарировать? Особенно это видно на цифровых моделях в «экзокаде». Там нет разделения по цвету десны и культи зуба, там где нет идеального уступа все сливается, там где есть рваный уступ — поверхность похожа на булыжную мостовую!
Существующие методы препарирования самодостаточны и вполне способны привести оператора к идеальной форме культи. Но методы не лишены недостатков, требуют высокого навыка, опыта и мастерства оператора. Традиционно применяется калибровочный бор, после которого рабочим бором вы должны сразу прийти к требуемой форме, заменяя этот бор позднее на менее абразивный. На мой взгляд главная проблема в том, что этот основной бор «работает» всей своей поверхностью, требуя высокого контроля в разных плоскостях. Для тонкой обработки с формированием аккуратного уступа необходимо сконцентрировать своё внимание только на этой области. При традиционном препарировании это невозможно, или как минимум сложно!
Я занимаюсь ортопедией почти двадцать лет. Все это время был в поиске идеального метода препарирования. Годами оттачивал мастерство. Выяснял у техников что для них идеальное препарирование. Посещал курсы как для врачей ортопедов, так и для зубных техников в России и Европе. Все знания снова и снова применял и оттачивал на практике.
После того, как приобрел оборудование замкнутого цикла и стал лично выполнять техническую часть, еще раз наглядно убедился насколько качественное препарирование влияет на конечную конструкцию. Самый главный недостаток всех методов препарирования для меня — это отсутствие точек контроля. Их сложно найти и проверить себя.
Последнее время я работал над созданием метода простого и понятного. Метода, который бы четко и наглядно помог сформировать идеальную анатомическую форму под изящные керамические конструкции даже начинающему врачу стоматологу ортопеду. Метод измеряемый и математически выверенный.
Коллеги, представляю вам КАСКАДНЫЙ МЕТОД ПРЕПАРИРОВАНИЯ. Этот метод словно навигатор. Маршрут разбит на два этапа. На каждом этапе есть свои точки контроля.
Первый этап Каскадного метода предварительная обработка (бор номер 1), второй этап это формирование уступа (бор номер 2).
Функцию калибровочного бора выполняет первый бор моей методики «пламевидный», благодаря своей особенной форме и самой методики его применения, каскадом обрабатывая поверхность зуба. Что кстати, не отменяет применение калибровочного бора, просто делает его необязательным.
В первой части мы получаем отпрепарированный зуб по сегментам без поднутрений и с достаточной конвергенцией стенок более 6 гр.
Вторая часть сконцентрирована только на уступе, при этом «работает» только верхушечная треть бора, позволяя оператору не отвлекаться на другие элементы зуба.
Особенность первого бора 8863 314 12 «пламевидный» в следующем:
Верхушка бора до 0,5 мм а дальше он плавно расширяется до 1,2мм. (Рис. 1)
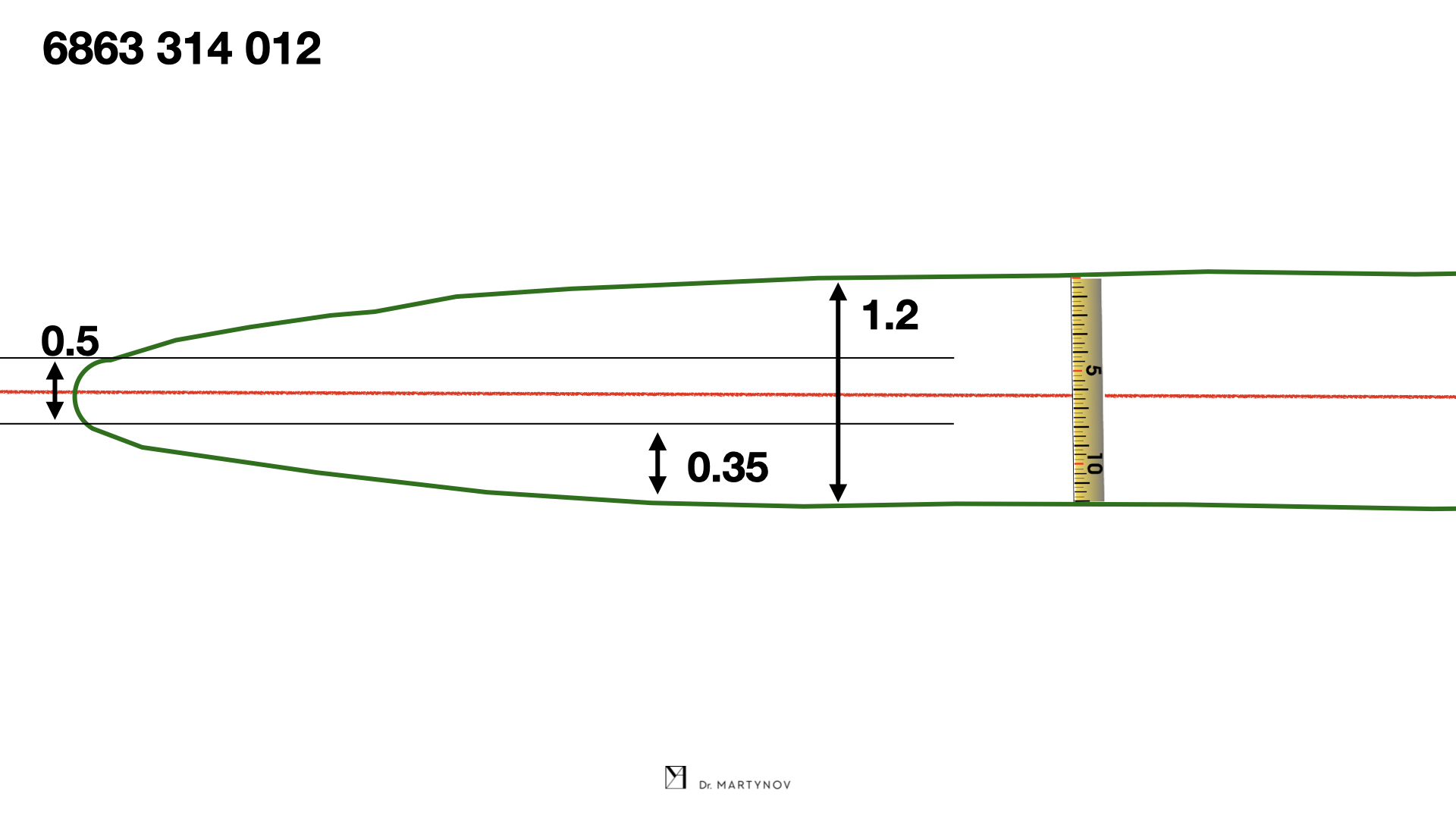
Форма и размеры основного бора «пламевидный» 8863 314 12.
Соответственно в борах 8863 314 14 это расширение до 1,4 мм, в боре 8863 314 16 — 1,6 мм.
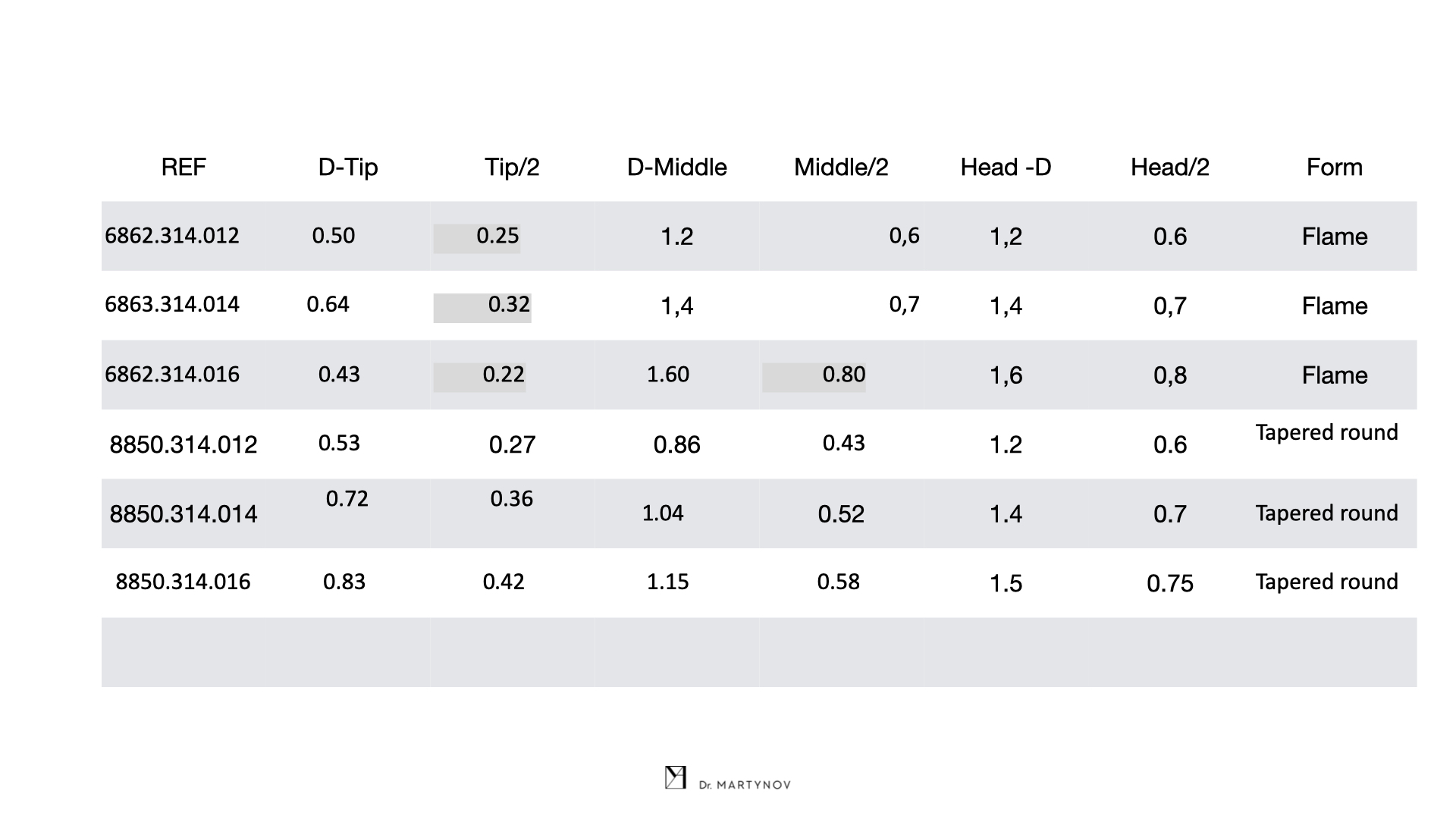
В моей работе используются боры фирмы Komet, размеры приведенные ниже и названия боров других фирм производителей могут отличаться.
Применяя разный диаметр бора мы изменяем степень и глубину редуцированная, подгоняя это под клиническую ситуацию.
Пламевидный 12 (8863 314 012) в самой широкой части 1.2 мм, и при погружении его плавно и параллельно поверхности до момента контакта верхушки бора с этой поверхностью мы получим глубину редукции в самой широкой части 0,35 мм. (Рис. 2)
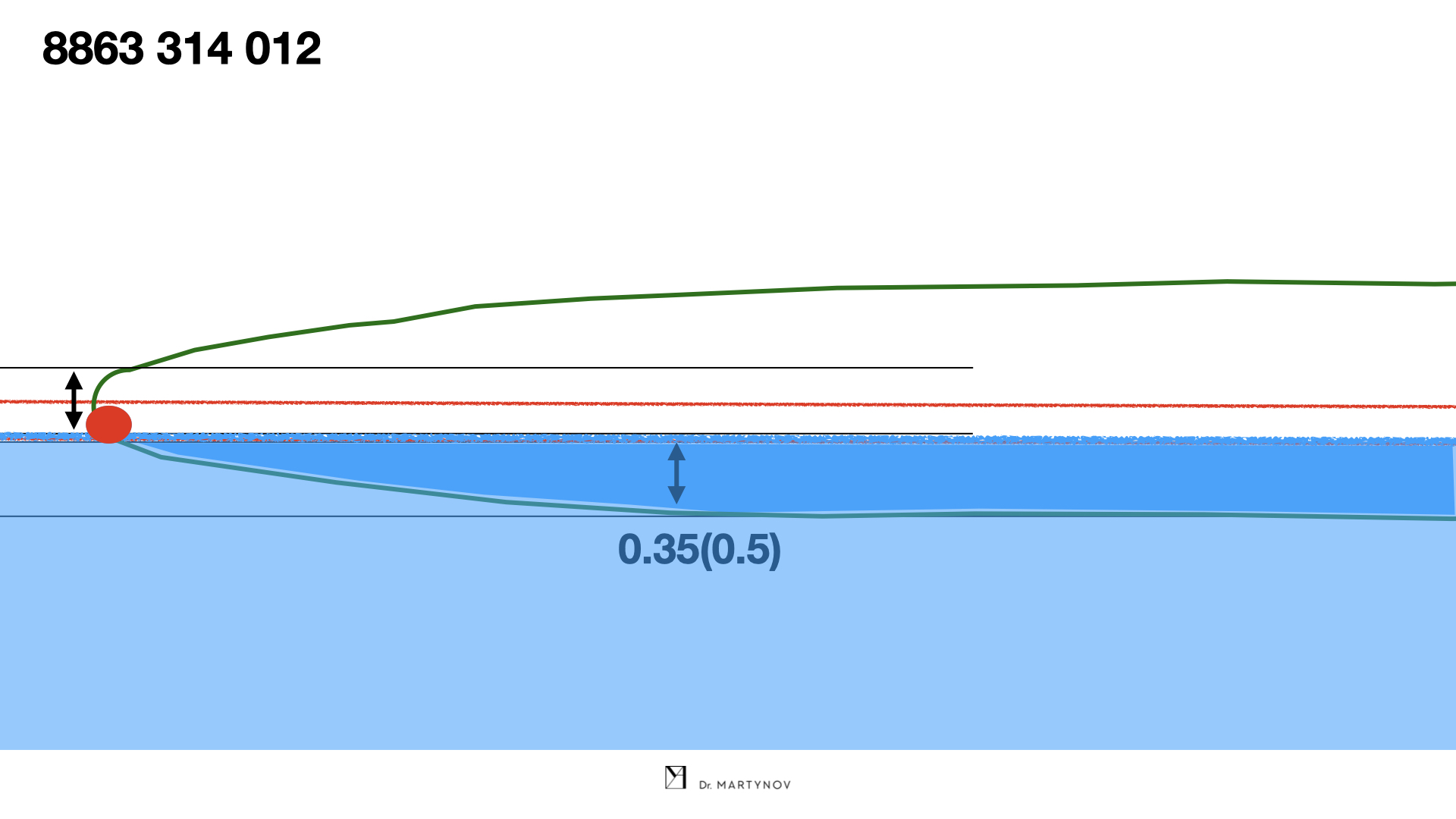
Глубина погружения бора и степень редукции тканей при применении методики и Стоп-линии
Для Пламевидного 14 (8863 314 014) эта глубина будет 0,45.
Скорость вращения бора 40000 об.
Чтобы визуально контролировать степень погружения бора и не прозевать момент контакта с верхушкой зуба, я рекомендую на препарируемую поверхность нанести карандашом горизонтальные линии разделяющие сегменты, и объединяющие их вертикальные линии. Это очень помогает в визуализации всего процесса.
Как только кончик бора истирает соответствующую линию, обработка сегмента считается завершённой.
Важно следить за тем, чтобы ось бора была всегда параллельна плоскости обрабатываемого сегмента.
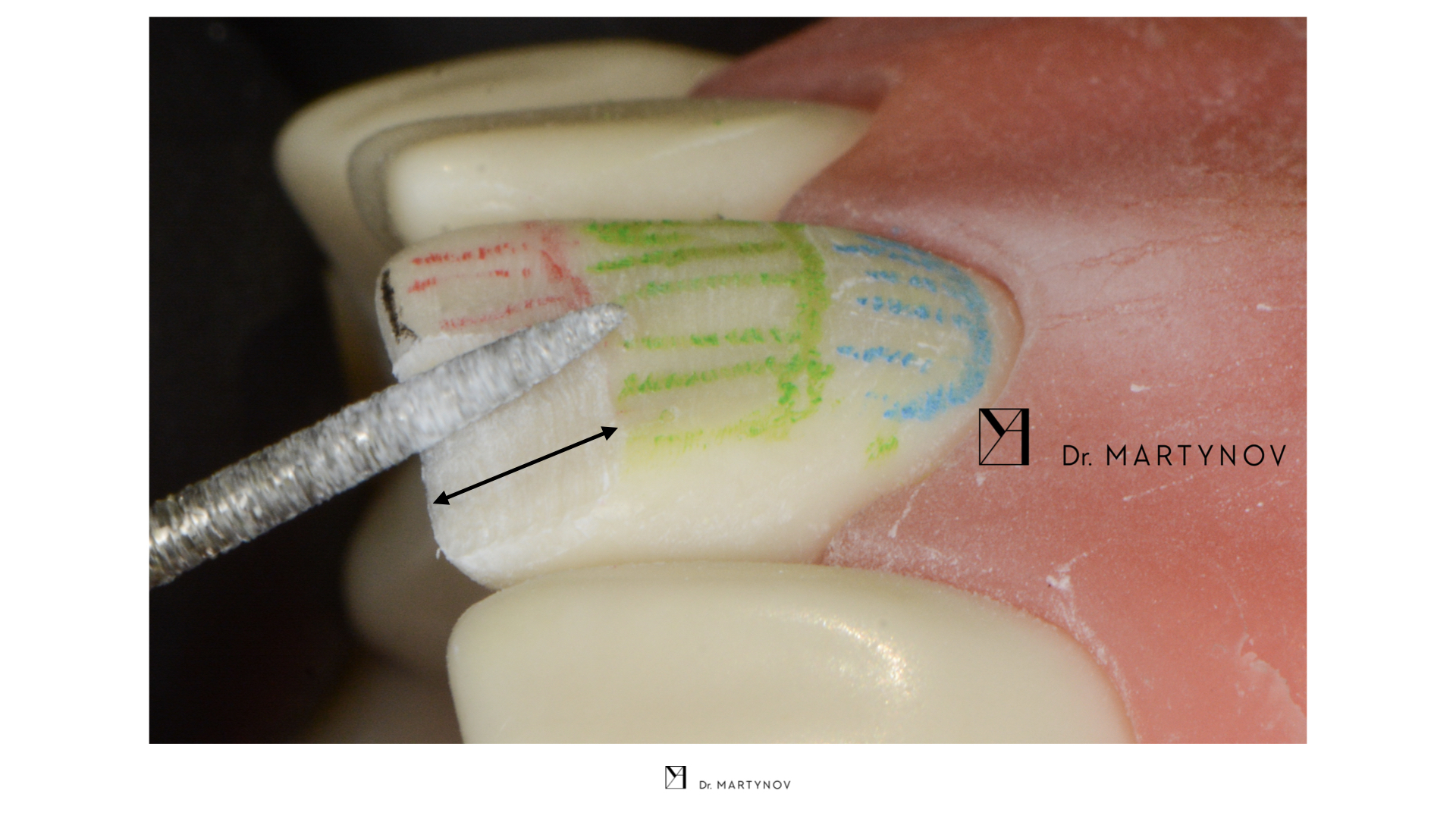
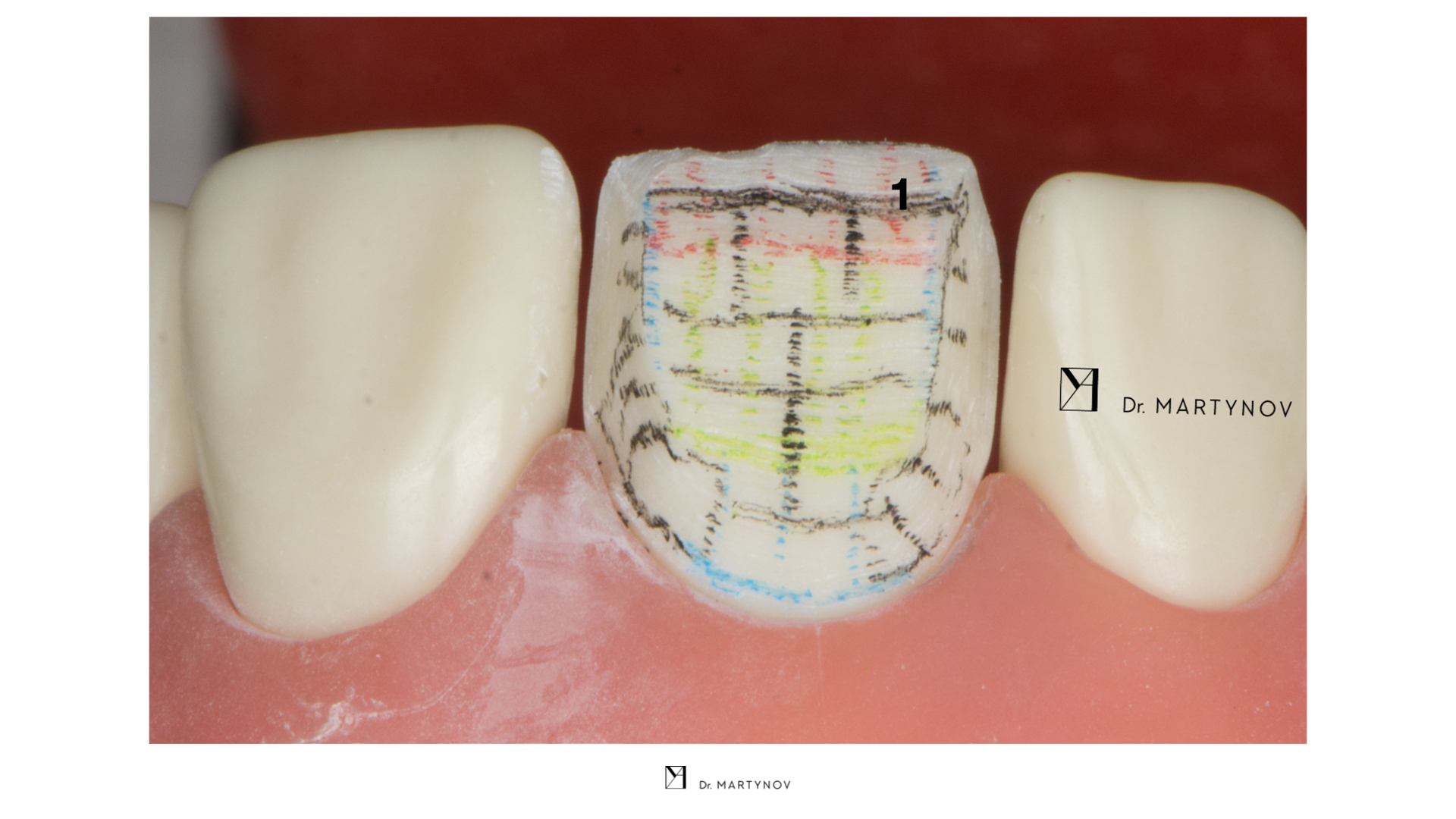
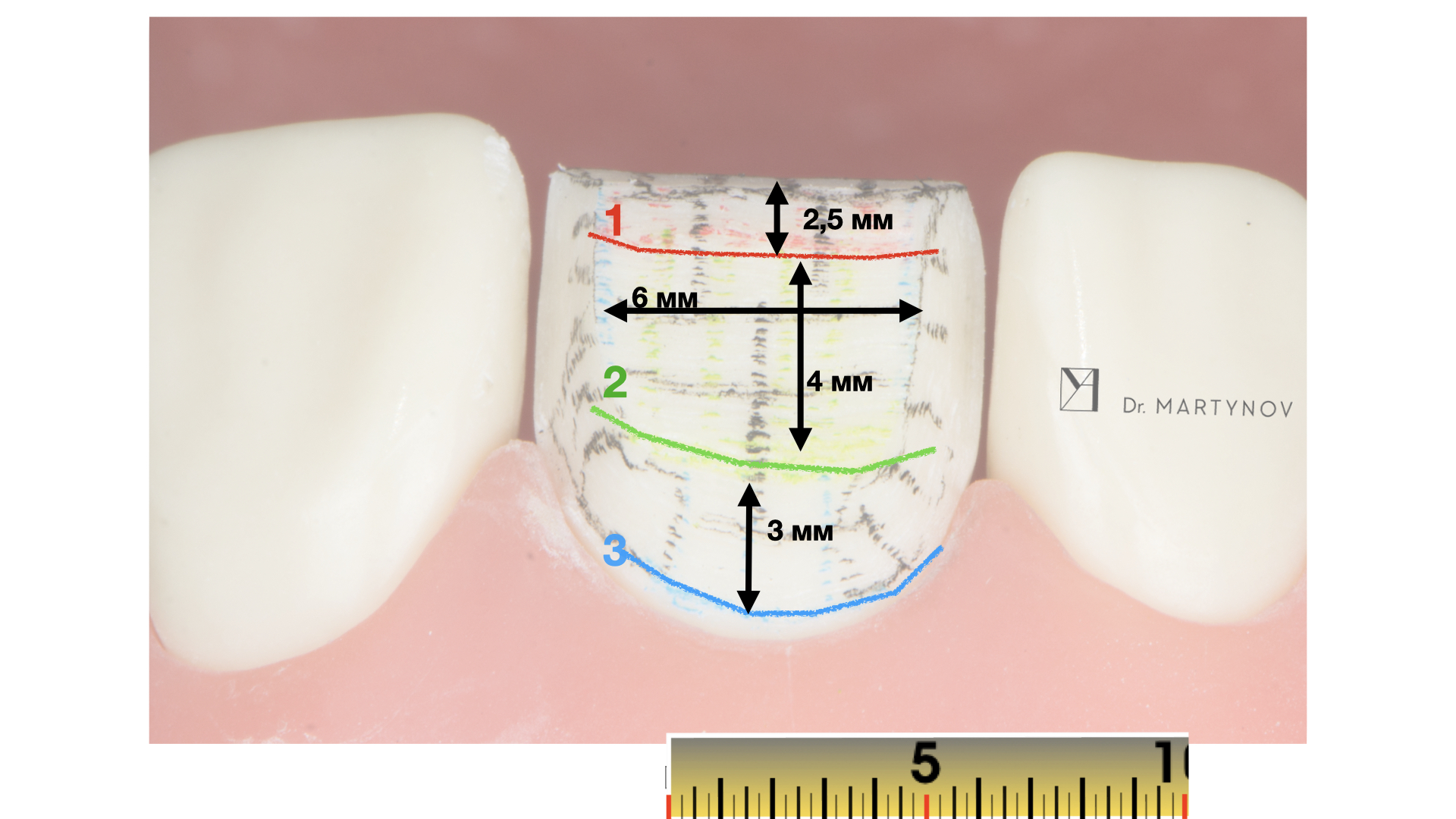
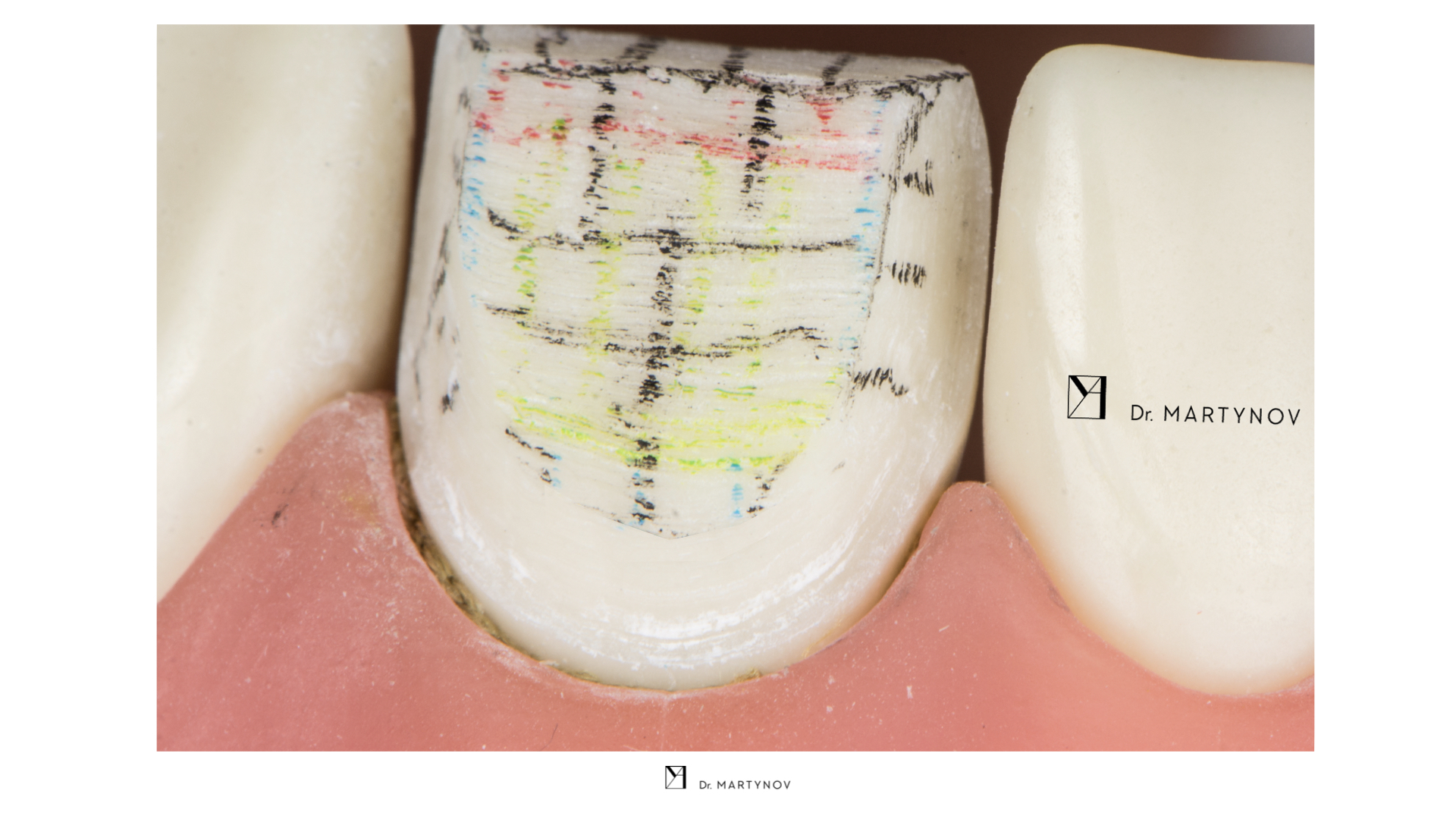
Для точного выполнения методики необходимо нанести на поверхность зуба контрольные линии, позволяющие на протяжении всего препарирования регламентировать степень обработки каждого сегмента. (Рис. 3)

Применение цветовой кодировки линий для контроля препарирования, линии разделяют зуб на основные трети, красная — резцовая треть, зелёная -средняя треть , синяя — пришеечная
У фронтального зуба это три основных сегмента — резцовая треть (плоскость 1), тело (плоскость 2) и пришеечная треть (плоскость 3). И соответствующие им контрольные линии это 1я, ограничивающая режущую треть, и она будет красная, линия 2, ограничивающую среднюю треть-зеленая и 3-я -синяя.
Если учесть что нормальный размер центрального резца 10.5 мм, то от режущего края то 1й линии должно быть 3 мм, между 1й и 2й линиями 5 мм, между 2й и 3й 2.5 мм.
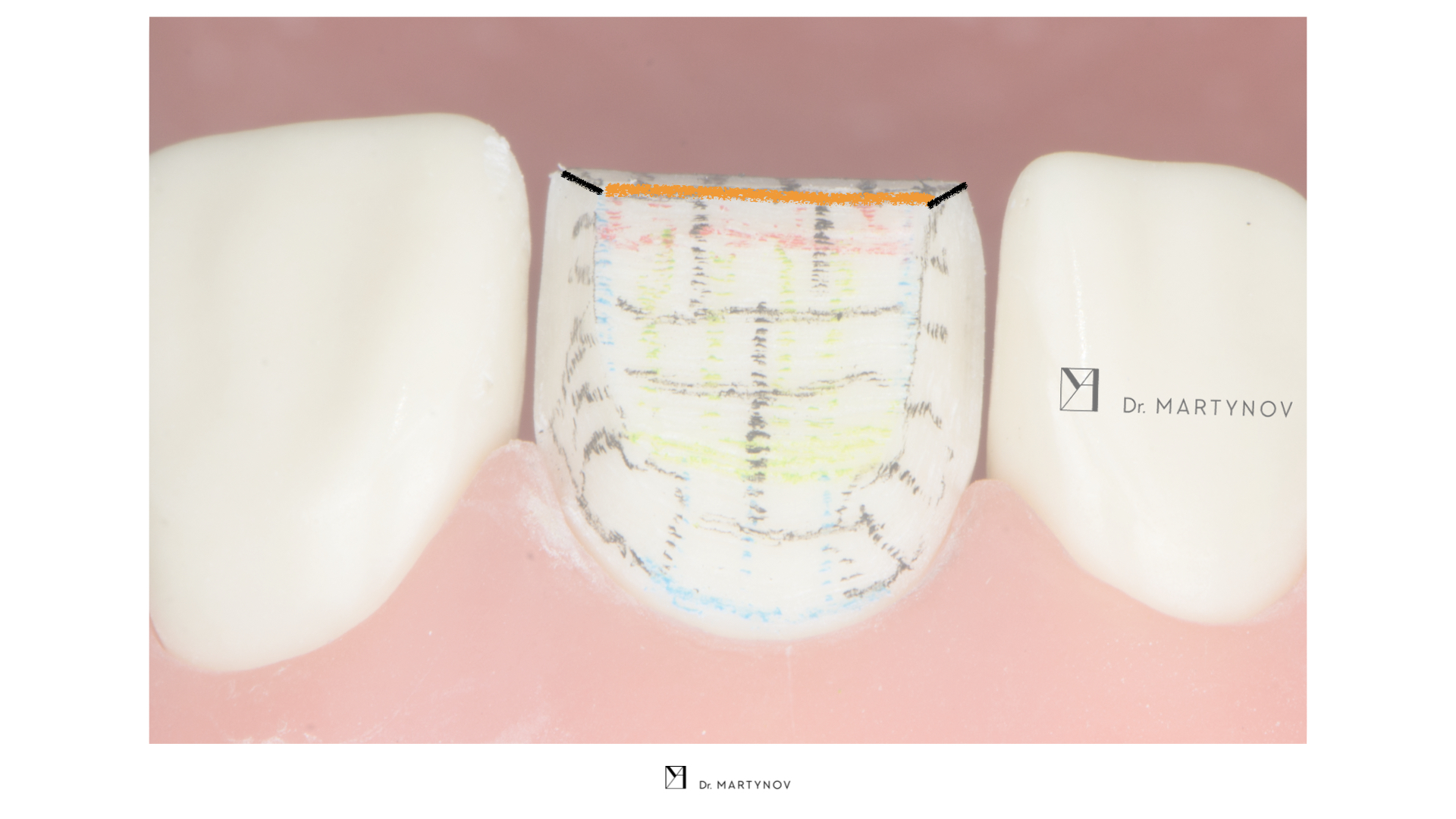
Важно прорисовать ещё линии по режущему краю, их должно быть две — наружный контур и внутренний. Это чёрные линии. Между ними в норме 1 мм. При этом в окклюзионной плоскости внутренний контур всегда апикальнее чем наружний.
(Рис. 4).

Важно прорисовать ещё линии по режущему краю, их должно быть две — наружный контур и внутренний. Это чёрные линии. Между ними в норме 1 мм. При этом в окклюзионной плоскости внутренний контур всегда апикальнее чем наружний.
Также необходимо нанести дополнительные линии вертикально, объединяющие горизонтальные линии.
Первая плоскость препарирования объединяет внутренний контур режущего края и линию 1. Начиная препарирование мы должны видеть исчезание дополнительных линий нанесенных карандашом в 2 мм шириной, начиная с режущего края и далее в направлении линии 1.
(Рис. 5)
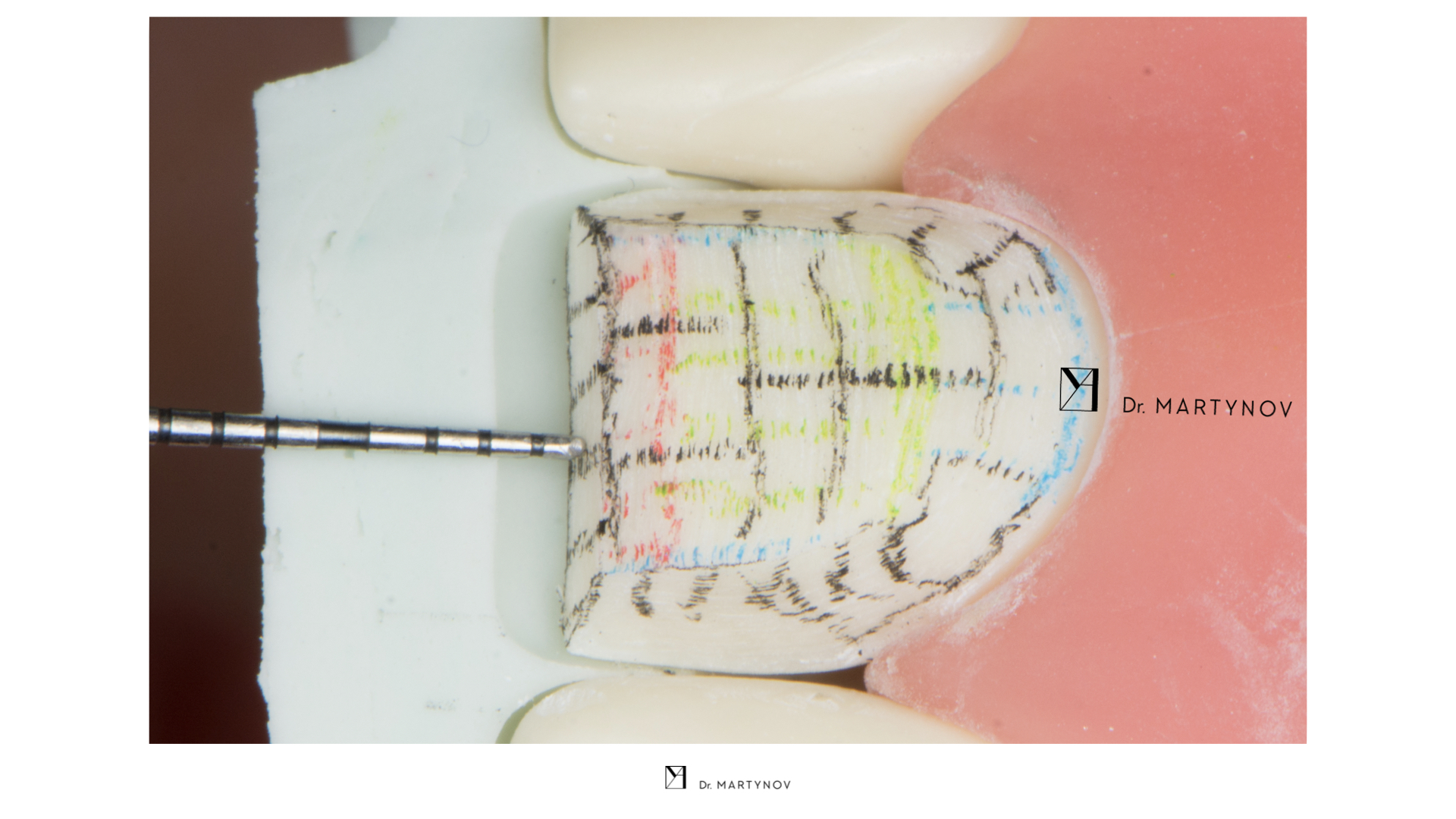
Начало обработки. Важно соблюдать правильный угол наклона бора, в данном случае плоскость обработки объединяет линию 1 на вестибулярной поверхности и внутреннюю границу режущего края.
Если ширина обрабатываемой поверхности меньше 2 мм, вы допускаете ошибку, изменив наклон плоскости. Результат после обработки первой плоскости (Рис. 6)

Результат обработки первого шага.
Далее не меняя плоскость бора мы должны в конце этого этапа объединить внутренний контур режущего края с линией 1, т.е. как только эта линия начнет истираться мы останавливаемся.
После этого необходимо поменять угол наклона бора соответственно плоскости 2. Возвращаем истертую линию 1, она нужна для ориентировки бора в пространстве. Также возвращаем дополнительные линии , они не должны истираться, показывая нам, что мы будем работать в другой плоскости.
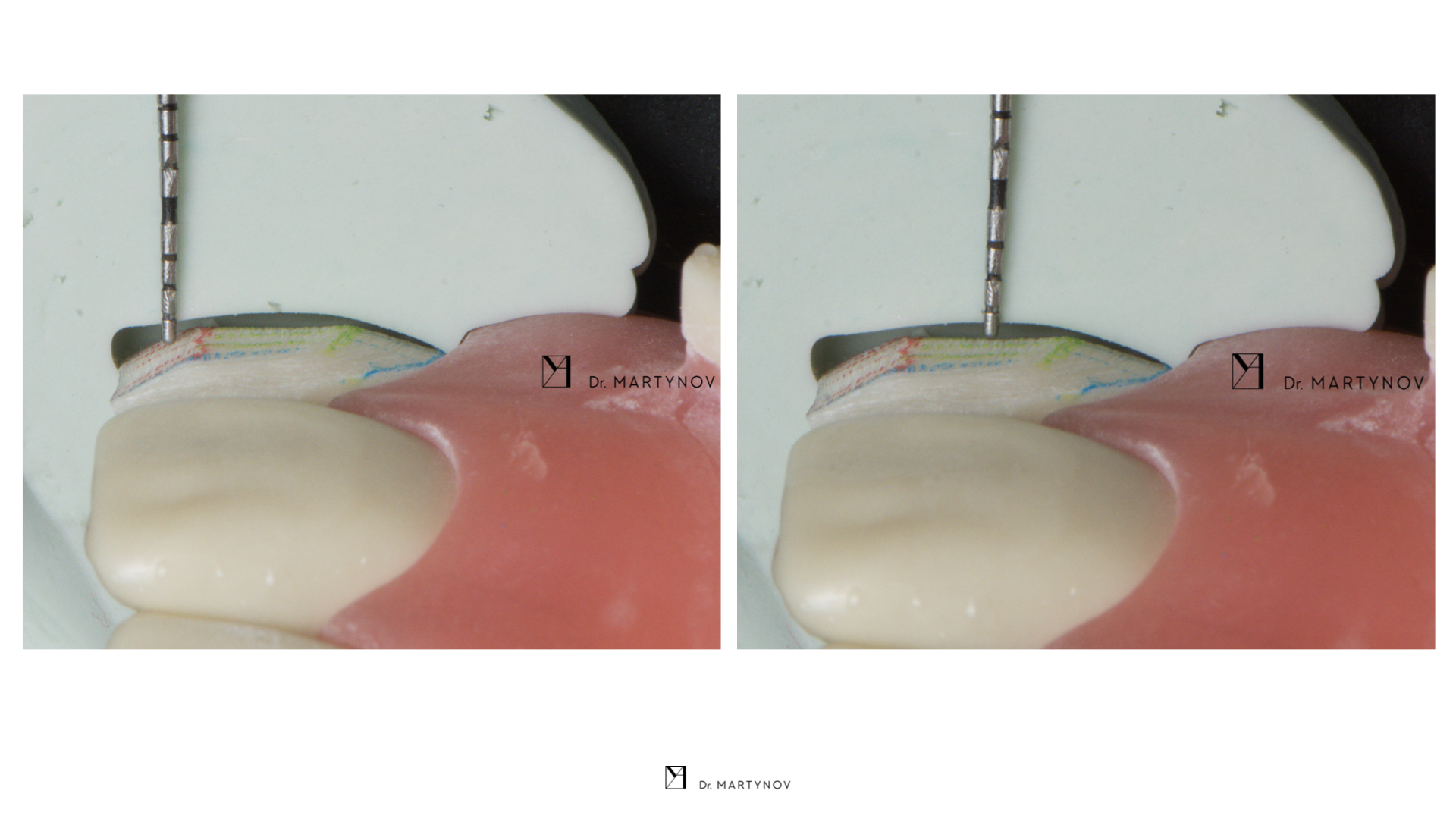
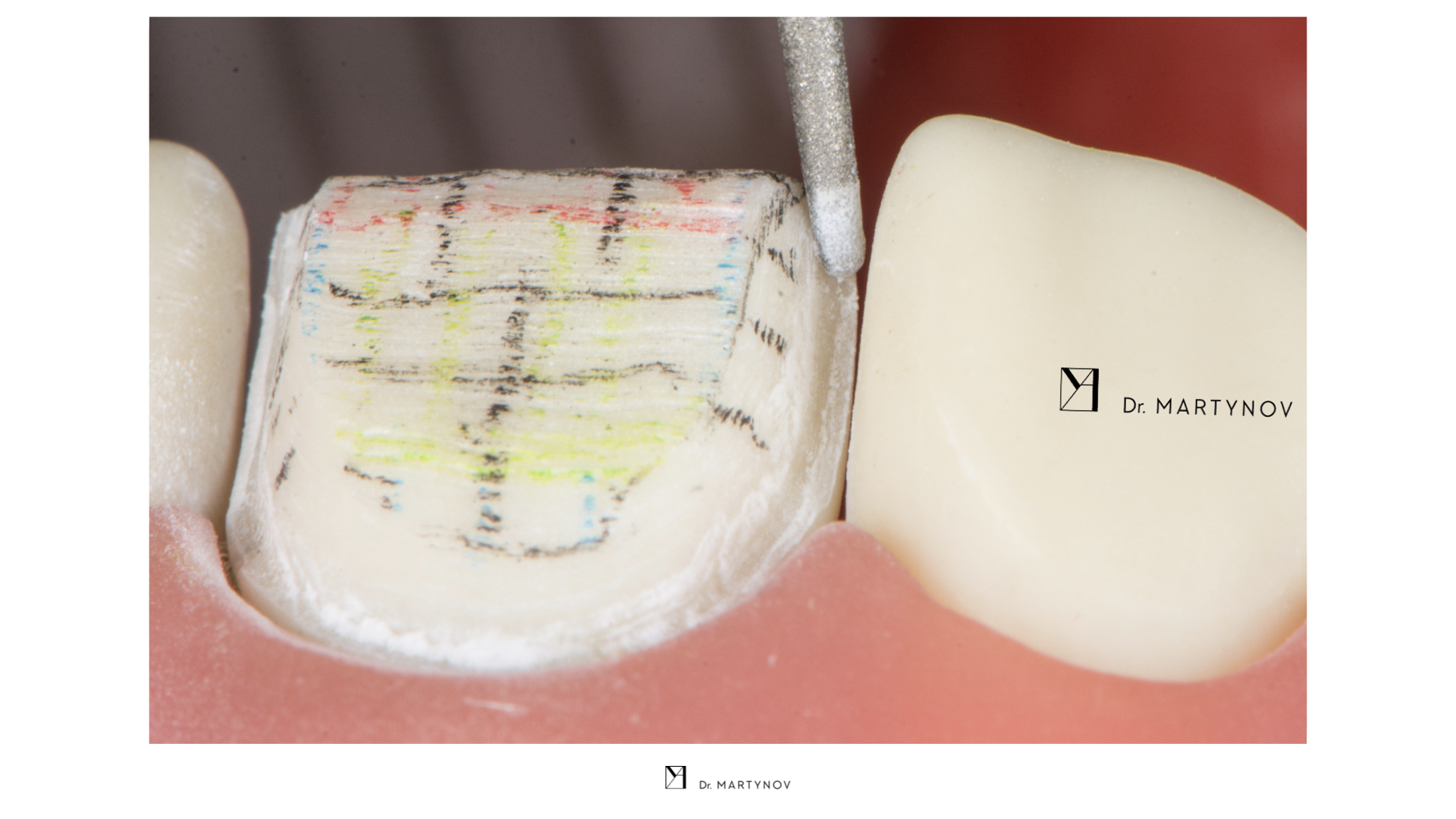
Для контроля правильного положения бора мы должны видеть истирание дополнительных линий на 2 мм апекальнее контрольной линии 2 на первом движении бора как и в первом этапе. (Рис. 7,8,9)

Для контроля правильного положения бора мы должны видеть истирание дополнительных линий на 2 мм апекальнее контрольной линии 2 на первом движении бора
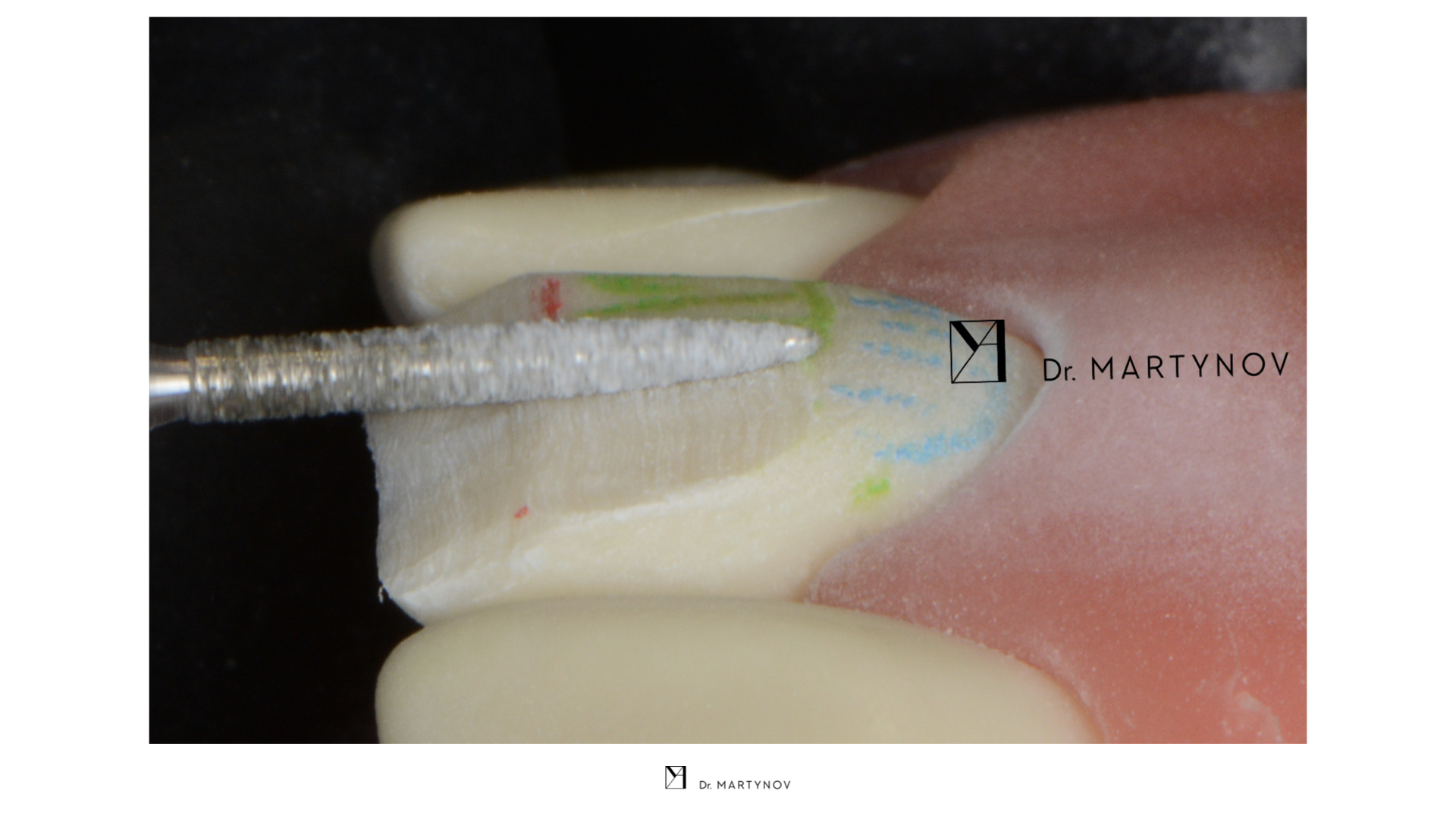
Обработка средней трети. Кончик бора должен коснуться контрольной линии 2 (зеленая), это сигнализирует о достаточной глубине обработки

Обработка средней трети
Препарирование продолжается при неизменном положении бора в пространстве, наблюдая как при его погружении истираются дополнительные линии, пока не начнет истираться линия 2. Это будет нам говорить что глубина редукции тканей соответствует 0.35 для бора 8863 314 012.
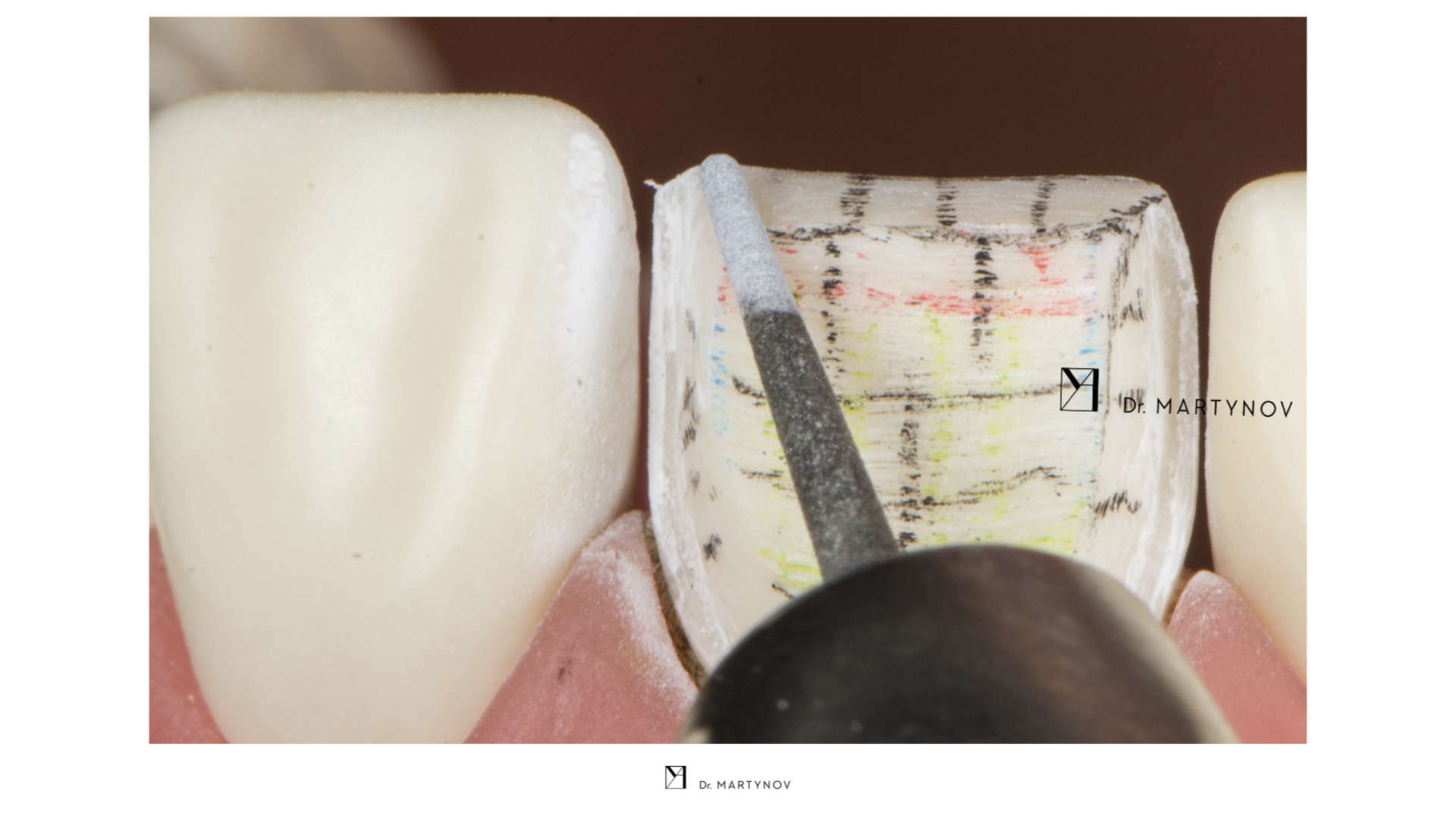
Возвращаем линию 2 а также дополнительные линии и повторяем с плоскостью 3 до тех пор пока не исчезнет синяя линия 3. (Рис. 10, 11)
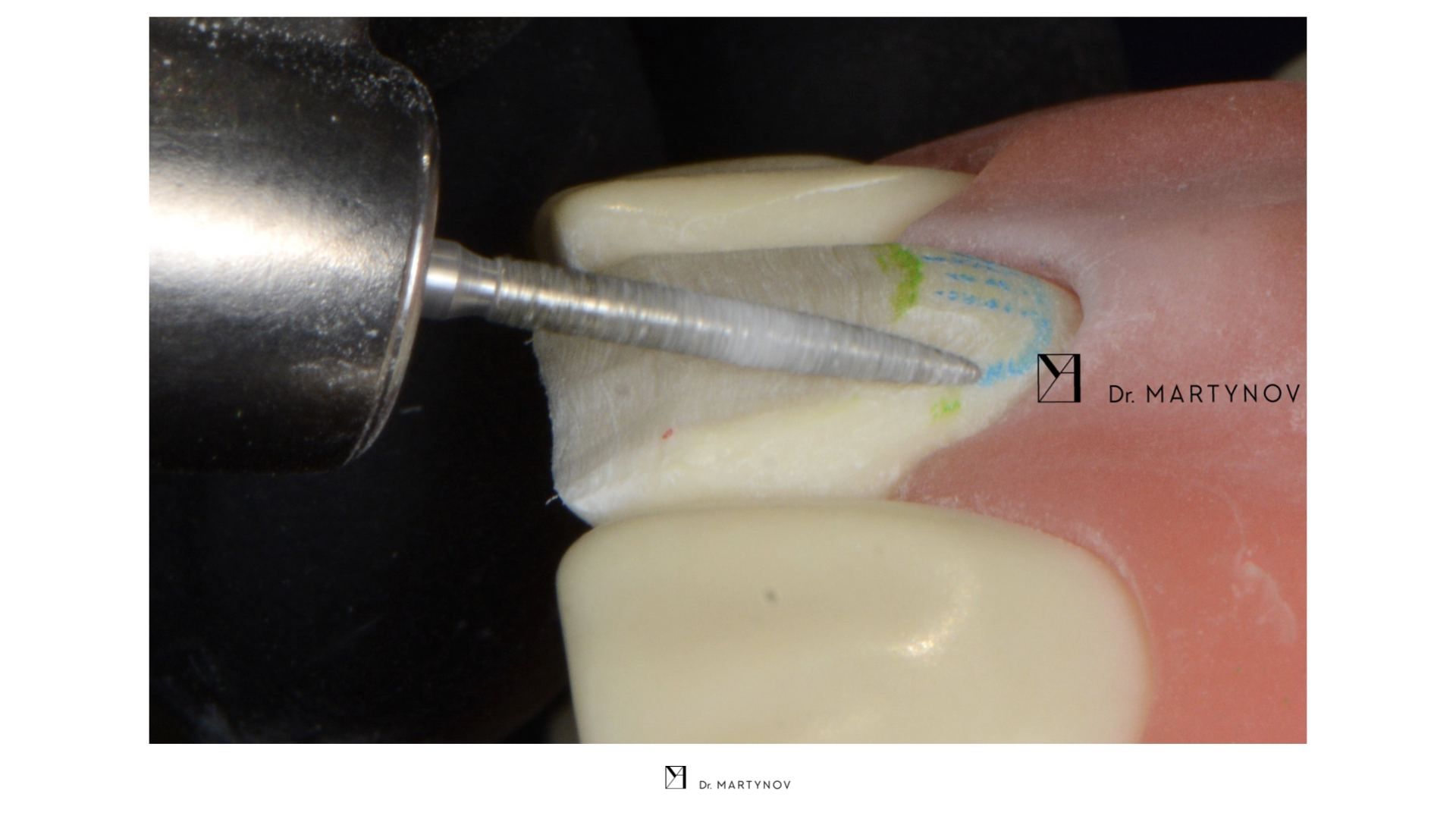
Обработка пришеечной трети. Плоскость бора соответствует плоскости пришеечной трети
Препарирование продолжается до момента истирания синей контрольной линии
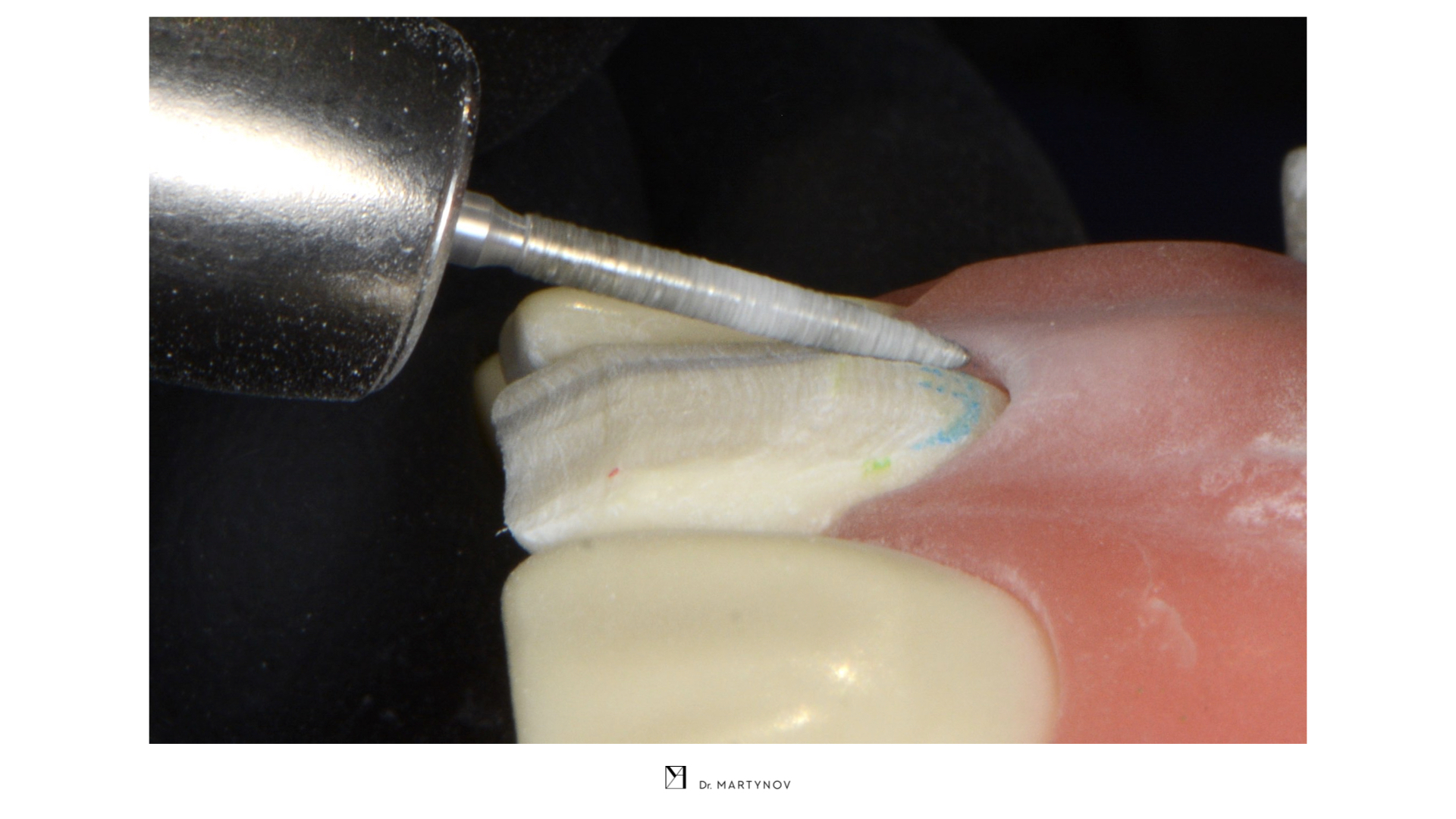
После возвращаются все линии и добавляем вертикальные линии соответствующие вертикальным апроксимальным граням. На схеме синяя линия а также горизонтальные линии уходящие в апроксимальные стороны.
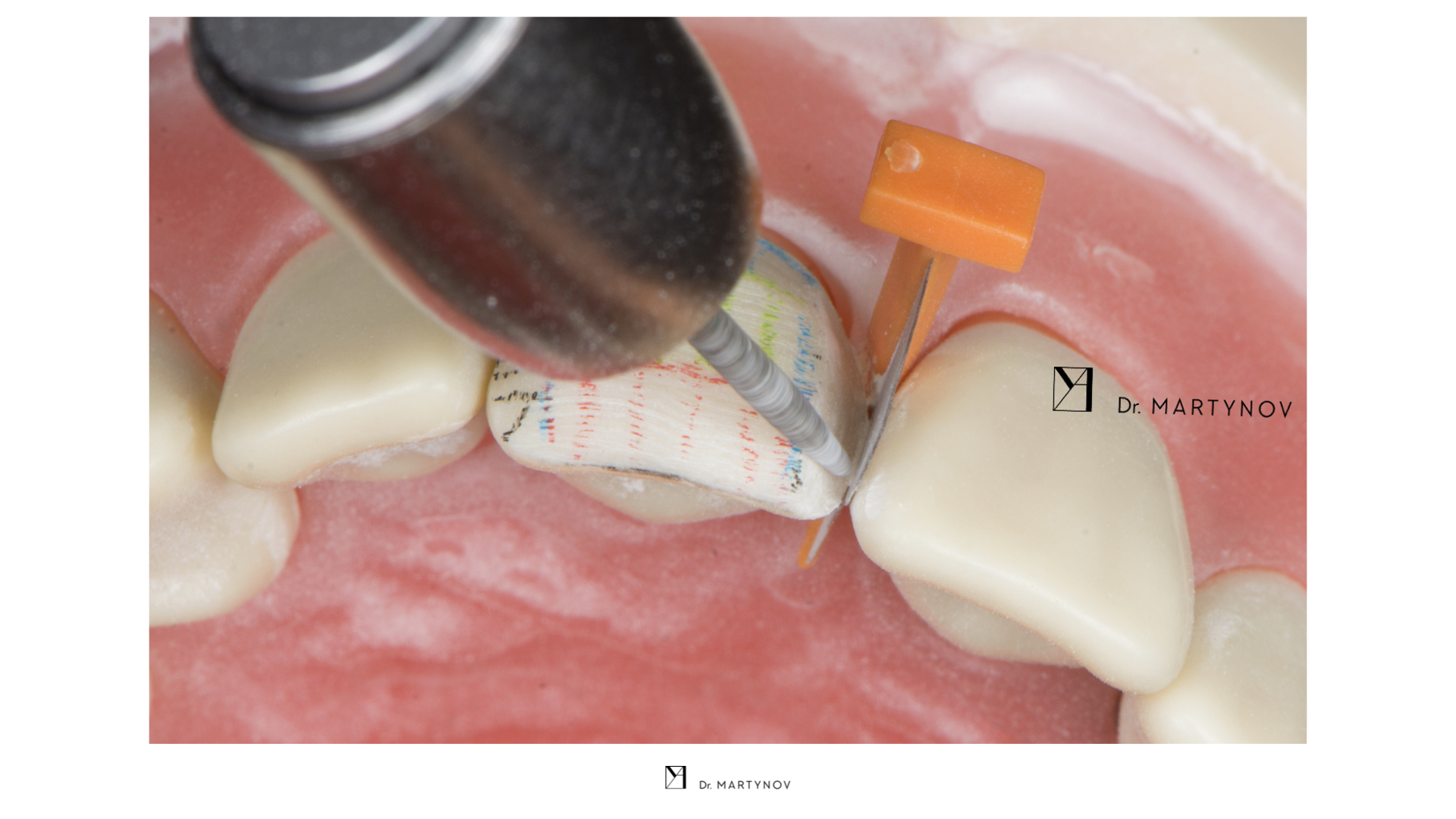
Бор переводим в горизонтальное положение и продолжаем редукцию уже апроксимальных поверхностей. (Рис. 12, 13 )

Для обработки апроксимпльных поверхностей кончик бора направлен на границу препарирования, при этом вертикальная контрольная линия по латеральной долее зуда не истирается!
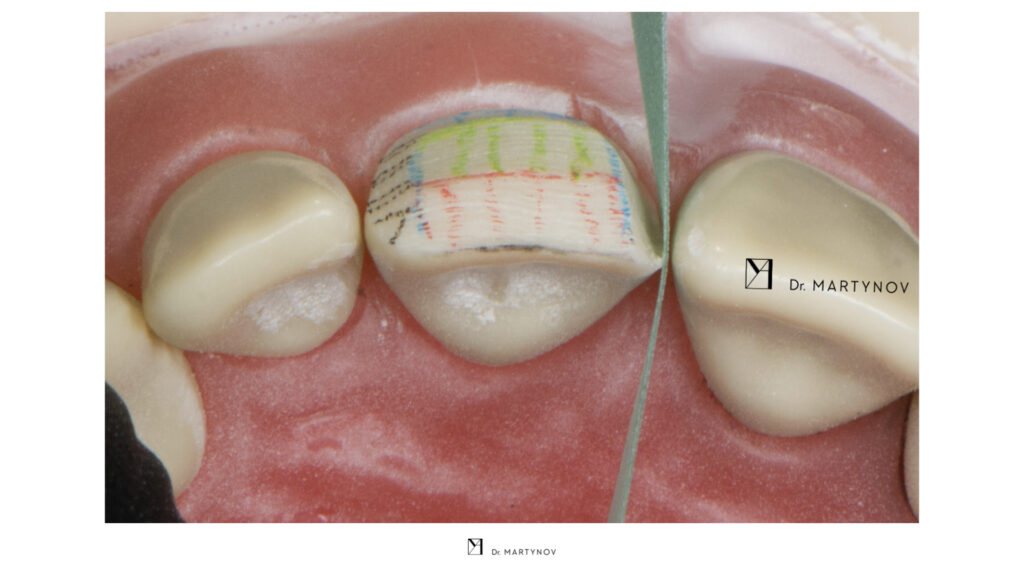
Вид отпрепарированной апроксисальной поверхности для винира 1 типа
При этом при винирах 1 и 2 типа без раскрытия апроксимальных поверхностей обработка заканчивается не отходя до контактной области. Если раскрытие апроксимальной поверхности не требуется то на этом первичную обработку можно закончить и перейти к проверки объёма редукции и приступать к следующему этапу с редукцией режущего края. (Рис. 14)
Контроль объёма редуцированная с применением ключей и парадоксального зонда
Если же требуется раскрыть апроксимальную поверхность то этим же бором тонкой его частью заходим вглубь апроксимальной части, но контролируем вертикальную контрольную линию! Она не должна исчезнуть, предотвращая чрезмерное препарирование этих участков! (Рис. 15)
Препарирование апроксимальной поверхности винира 3 типа. Кончик бора направлен к нёбной стенке, контрольная вертикальная линия не истирается! Настоятельно рекомендую применять защитную матрицу во избежании повреждения соседнего зуба
Препарирование завершается когда мы достигли верхушкой бора нёбной стенки. Настоятельно рекомендую применять защитную матрицу во избежание повреждения соседнего зуба. Завершаем этот этап применением тонкой полоски штрипсов, сглаживая оставшиеся неровности. (Рис. 16)
Сгладить поверхность вы можете лавсановой штрипсой
Пятый этап — редукция режущего края. Перед этим следует нанести контрольные линии черным карандашом, главная из них это линия 1 на схеме, разделяющая резцовую треть и расположенная на 1,5 мм от режущего края.
(Рис. 17)
Перед редукцией режущего края стоит нанести все контрольные линии
В рекомендациях по препарированию это от 0.7 до 1.5 мм.
В первом варианте первый бор мы погружаем на половину его диаметра в режущий край, при этом бор располагается перпендикулярно оси зуба! (Рис. 18)

Пятый этап- редукция режущего края. Бор мы погружаем на половину его диаметра в режущий край, при этом бор располагается перпендикулярно оси зуба!
При редукции до 1.5 мм бор погружается на всю глубину (1.2 мм). Редукция ограниченна контрольной линией 1, нанесенной ранее. На этом этапе должна сформироваться торцевая площадка ограниченная гранью с нёбной стороны, (внутренний режущий край), и плоскостью резцовой трети (наружный режущий край) (Рис. 19 )

Редукция ограниченна контрольной линией 1, нанесенной ранее. На этом этапе должна сформироваться торцевая площадка ограниченная гранью с нёбной стороны, (внутренний режущий край), и плоскостью резцовой трети (наружный режущий край)
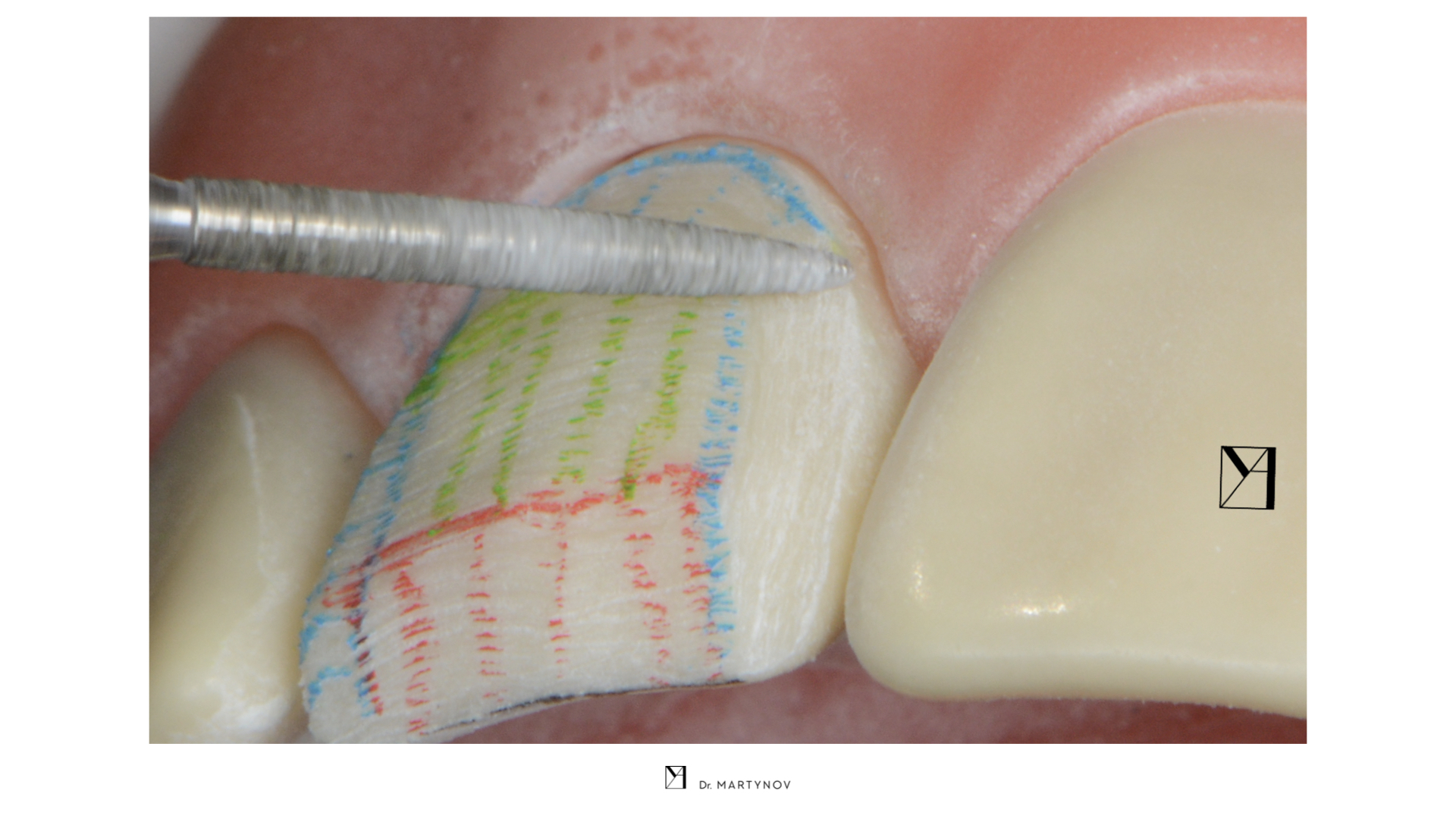
Пятый этап последний и мы должны прорисовать новые контрольные линии, они позволят нам проконтролировать качество обработки первым бором. Рисуем их боковой частью стержня карандаша, при этом линия рисуется только на выступающей части зуба. (Рис. 20)
Вид после первого этапа с нанесением контрольных линий
Черные линии на режущем крае, их две — внутренний контур, ограничивающий нёбную стенку нетронутую бором от области препарирования, и наружний, ограничивающий торцевую площадку режущего края от плоскости 1.
Линия 1 (красная) между плоскостями 1 и 2, линия 2 (зеленая) ограничивающая плоскости 2 и 3, и линия 3 (синяя) указывающая на границу препарирования в пришеечной части.
Синие вертикальные линии между апроксимальным частями и вестибулярной поверхностью. Апроксимальная линия (синяя) продолжается в направлении угла коронки, формируя чёткую грань между апроксимальной частью и плоскостью режущего края и торцевой частью, черная линия. (Рис. 21)
Апроксимальная линия (синяя) продолжается в направлении угла коронки, формируя чёткую грань между апроксимальной частью и плоскостью режущего края и торцевой частью ,черная линия
Все линии должны быть ровными и четкими! Без прерывания и каких то искажений. Мы должны видеть четкие границы плоскостей, так как будто плоскости сделали ножом по гипсу. И у этих границ есть свои размеры, и вы можете себя перепроверить, а именно:
От режущего края до линии 1 — 2,5 мм, от 1й до 2й — 4мм, от 2й линии до 3й — 3мм, между линиями режущего края, наружной и внутренней — 1 мм, между аппроксимальными линиями — 6 мм. (Размены даны для центрального резца с высотой 10,5 мм.)
Далее нужно применить ключи для проверки объёма снятых тканей. (Рис. 22, 23)
Контроль редукции режущего края

Контроль редукции с вестибулярной стороны
Вторая часть препарирования, применяется бор N 2, 8850 314 014.
Размеры инструмента приведены в сводной таблице. (ТаБ)
Верхушка бора соответствует 0,7 мм, у основания 1,4 мм. (Рис. 24)
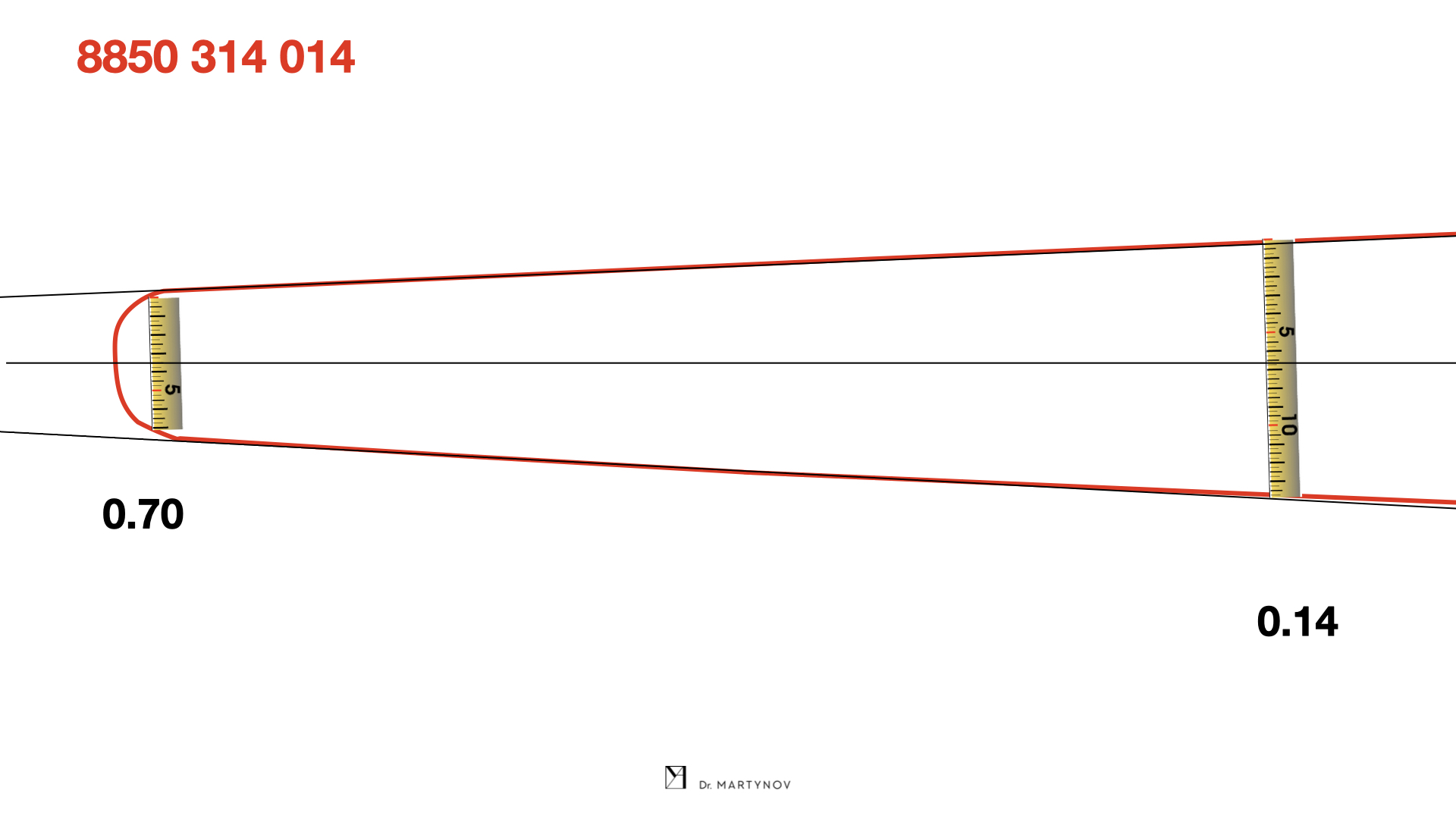
Особенности и размеры второго бора методики
Имеет смысл именно сейчас ввести первую ретракционную нить, или установить коффердам. Нить отодвигает десневой край на расстояние 0,5 мм минимум. Об этом, кстати, нам скажет линия 3, прорисованная нами до ретракции.
Особенность применения бора в том что после применения предыдущего бора у нас создана достаточная конусность и работа ведется только верхушечной третью, что позволяет лучше контролировать бор. (Рис. 25)
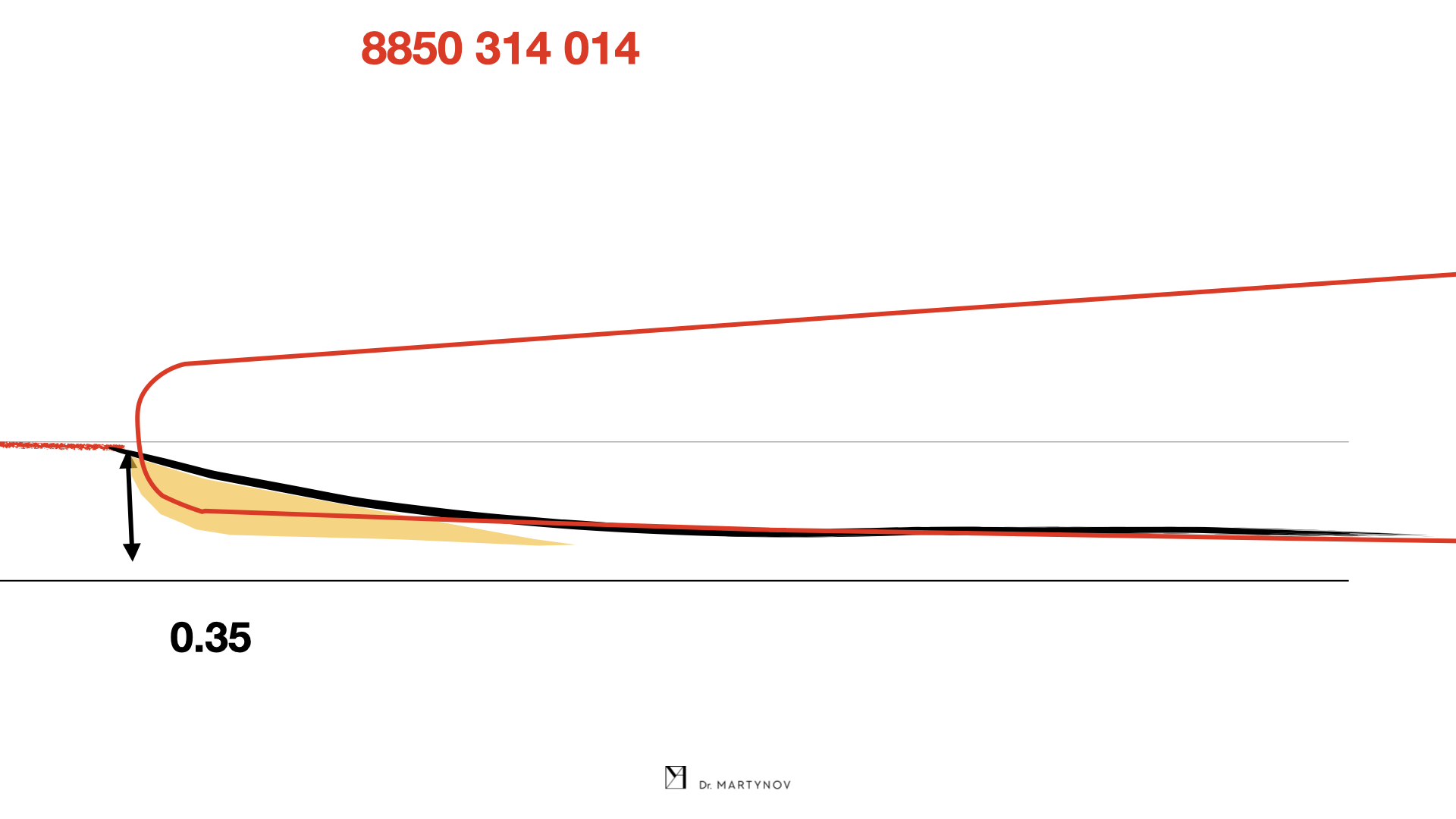
Второй бор должен работать только верхушечной третью, и при погружении верхушки на половину мы получаем редукцию в 0,35 мм
Начинается обработка в пришеечной трети, ориентир для кончика бора линия No. 3, бор погружается в поверхность эмали на половину диаметра кончика. Скорость вращения уменьшаем до 20000 об. Степень обработки и угол наклона бора контролируем через истирание дополнительных вертикальных линий от 3й линии коронально в 2 мм шириной.
Иными словами, если ширина обрабатываемой поверхности по вертикали менее 2х мм, то бор слишком завален, если больше — убираем лишнее и увеличиваем конусность. (Рис. 26, 27, 28)
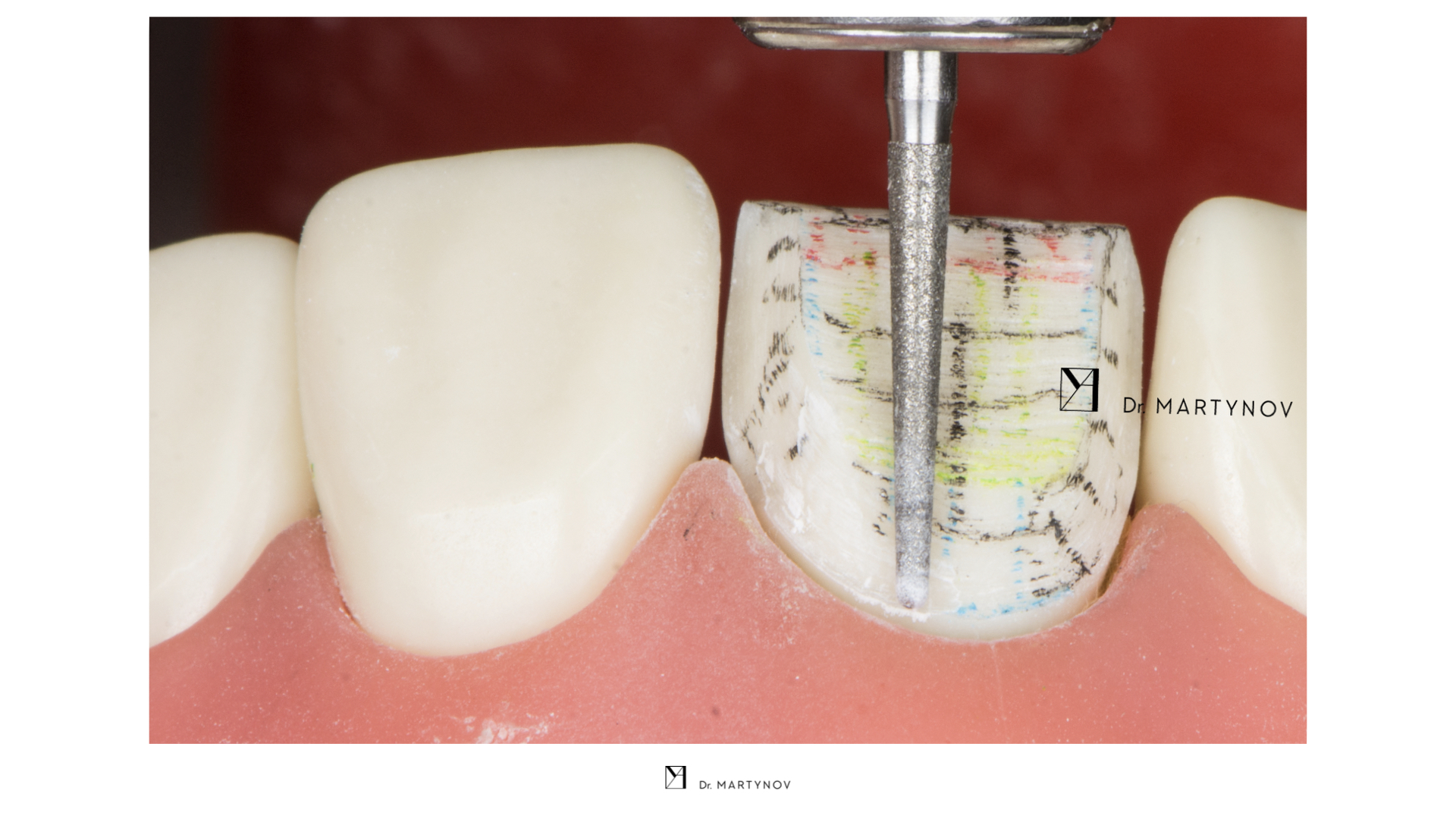
Финальная обработка и формирование уступа. Степень обработки и угол наклона бора контролируем через истирание дополнительных вертикальных линий от 3й линии коронально в 2 мм шириной
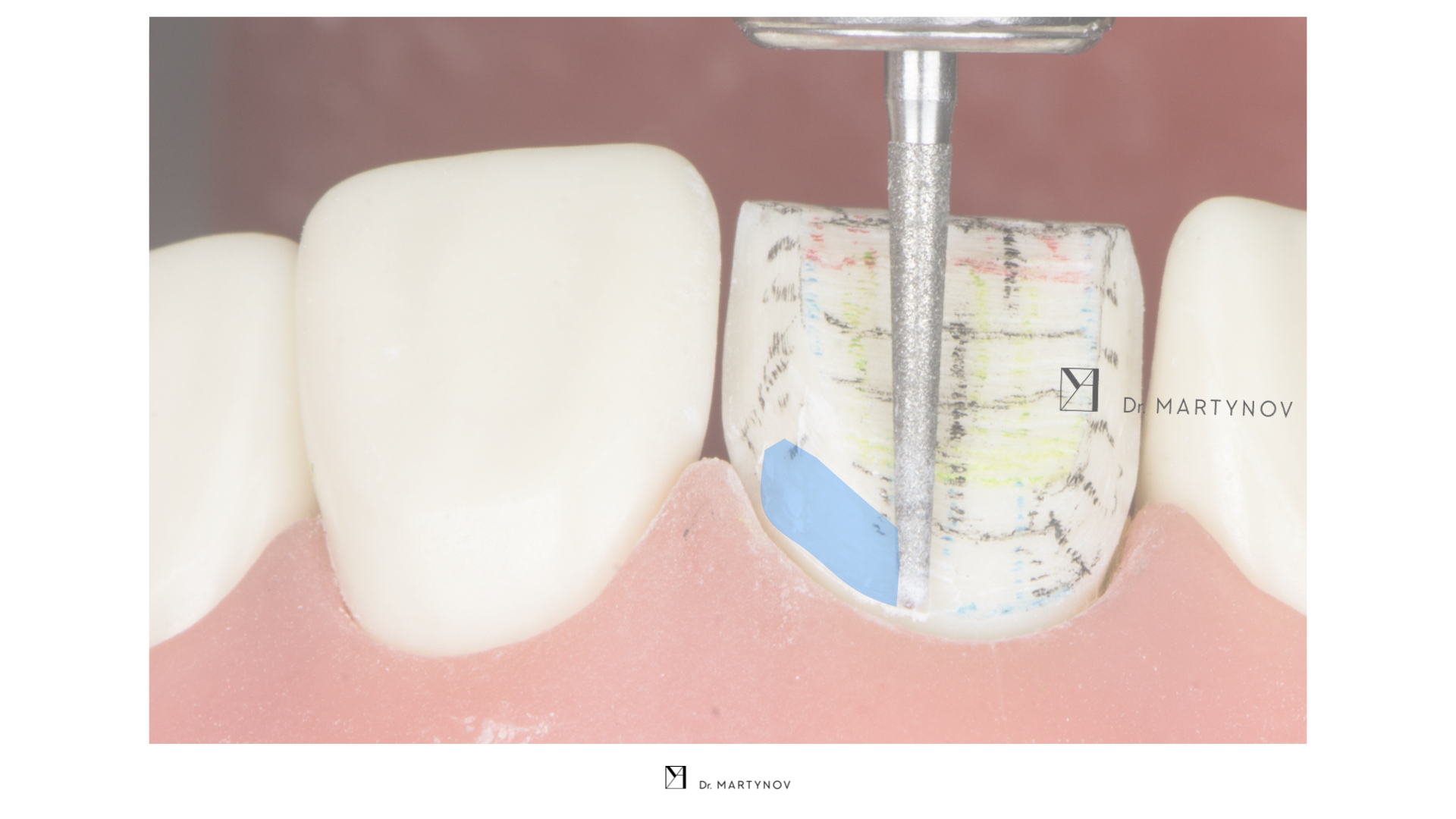
Площадь обрабатываемой поверхности до 2 х мм, это позволяет лучше контролировать бор…и формировать более точный уступ
Вид зуба после обработки пришеечной трети
Идеальным уступ получится при единственном заходе- медленно ведем бор упираясь верхушкой в линию 3, не доходя до десневого контура 0,5 мм. погружая верхушку бора на половину диаметра. Качество уступа зависит от кол-ва проходов. Если бесконечно там елозить бором то неизбежно появление двойного уступа, с неровным краем.
При применении бора 8850 314 014 с верхушкой в 0,7 мм. получаем глубину уступа в 0,35.
В области апроксимальной поверхности бор держим горизонтально, работает только верхушка бора не затрагивая вертикальные контрольные линии и формируя уступ на нёбной поверхности. (Рис. 29, 30)

Для обработка апроксимальной поверхности бор располагается почти перпендикулярно нёбной поверхности, и всегда слегка наклонен к центру зуба, это позволит избежать поднутрений в этой области
Работа этого бора должна привести к образованию аккуратного уступа на нёбной поверхности
Бор должен плавно переходить на торцевую часть режущего края, истирая грани, сформированные на этапе 1го бора (чёрная линия). Этим этапом объединяется уступ пришеечный, апроксимальный и торцевая часть режущей трети. (Рис. 31)
Апроксимальную часть объединяем с торцевой площадкой режущей трети, истирая черные линии прорисованные ранее
Надо отметить что остальные контрольные линии не истираются, работает только 1-1,5 мм верхушки инструмента, что дает особый контроль заведением бора и формированием уступа. Хочу отметить тот факт что работая только верхушкой инструмента я не боюсь создать поднутрения, т.к. на предыдущем этапе создана достаточная конусность культи зуба.
Также, очень важно отпрепарировать дополнительно выступающий край режущей трети, не доходя до внутренней границы режущего края и под углом в 45 градусов к оси зуба. (Рис. 32, 33)
Также, очень важно отпрепарировать дополнительно выступающий край режущей трети, не доходя до внутренней границы режущего края и под углом в 45 градусов к оси зуба. Недостаточная редукция этой области приведёт к «просвечиванию» культи зуба в этом месте через винир в будущем

На финише все линии кроме ограничивающих нёбную стенку необходимо сгладить этим же бором и резинкой для полировки.
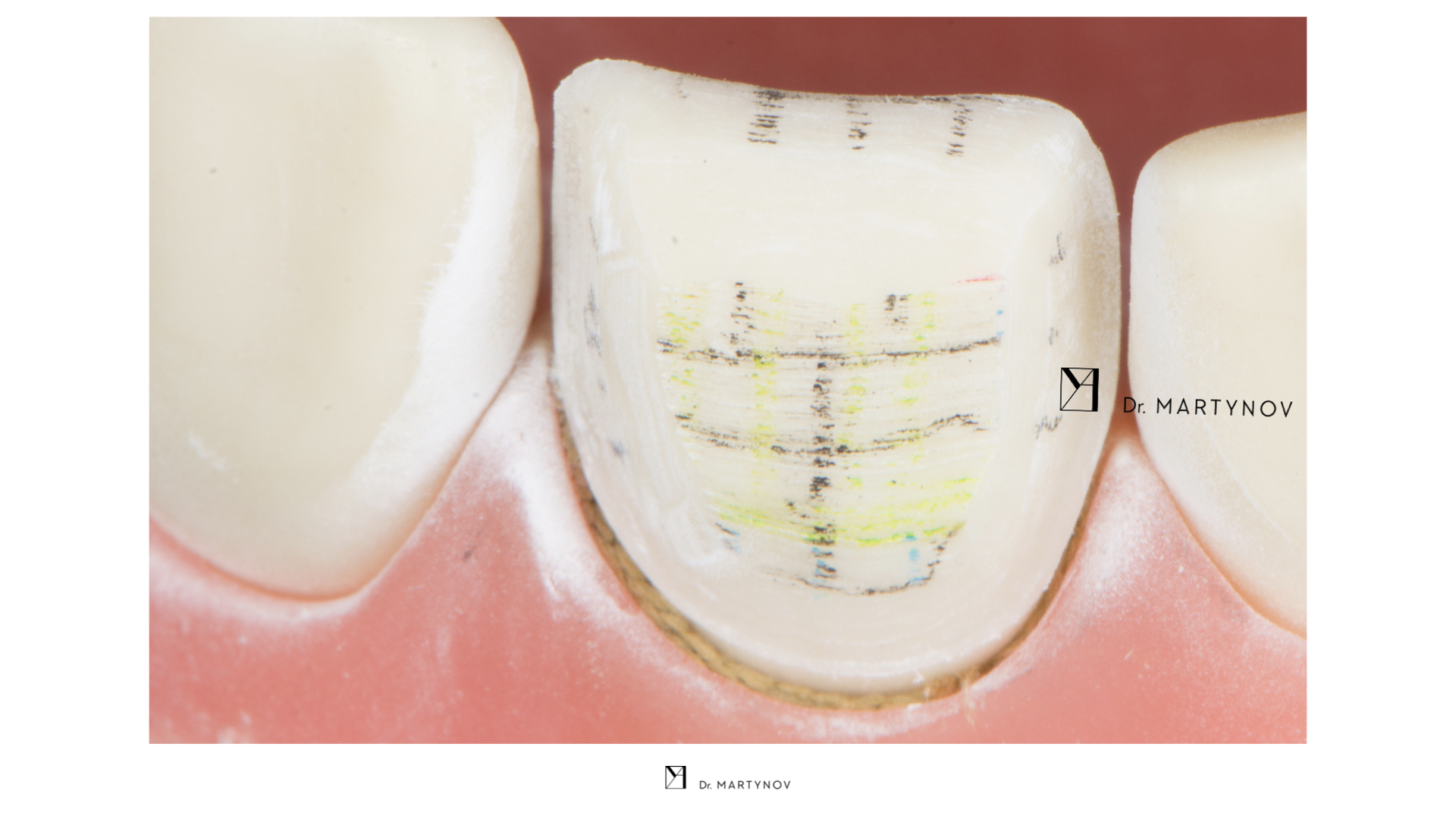
Результат Рис. 34 — 37.
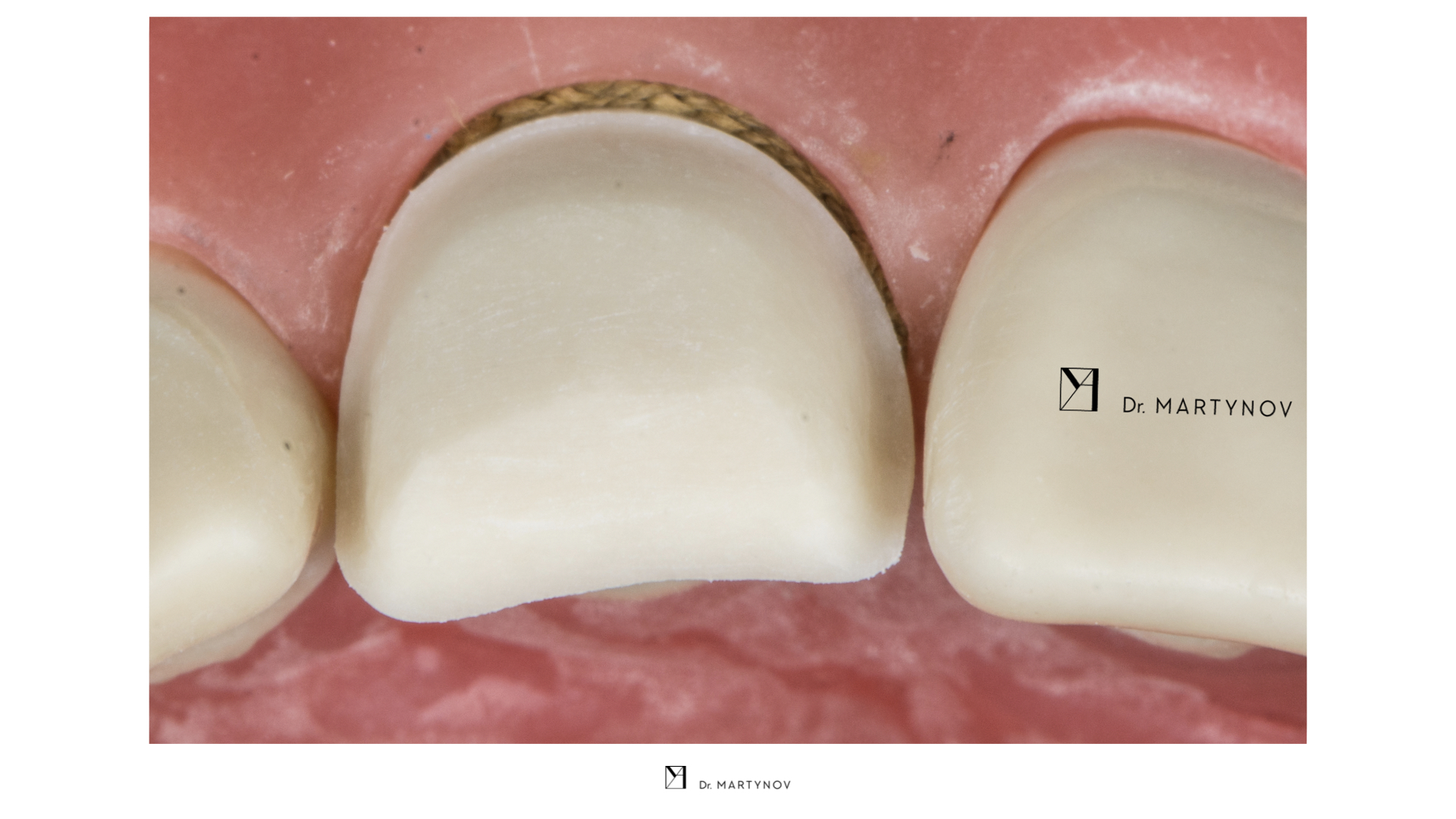
После обработки бором. Видны границы плоскостей, что говорит о правильном анатомическом препарировании. Следующий этап это полирование резиновыми полирами или диском

Результат препарирования

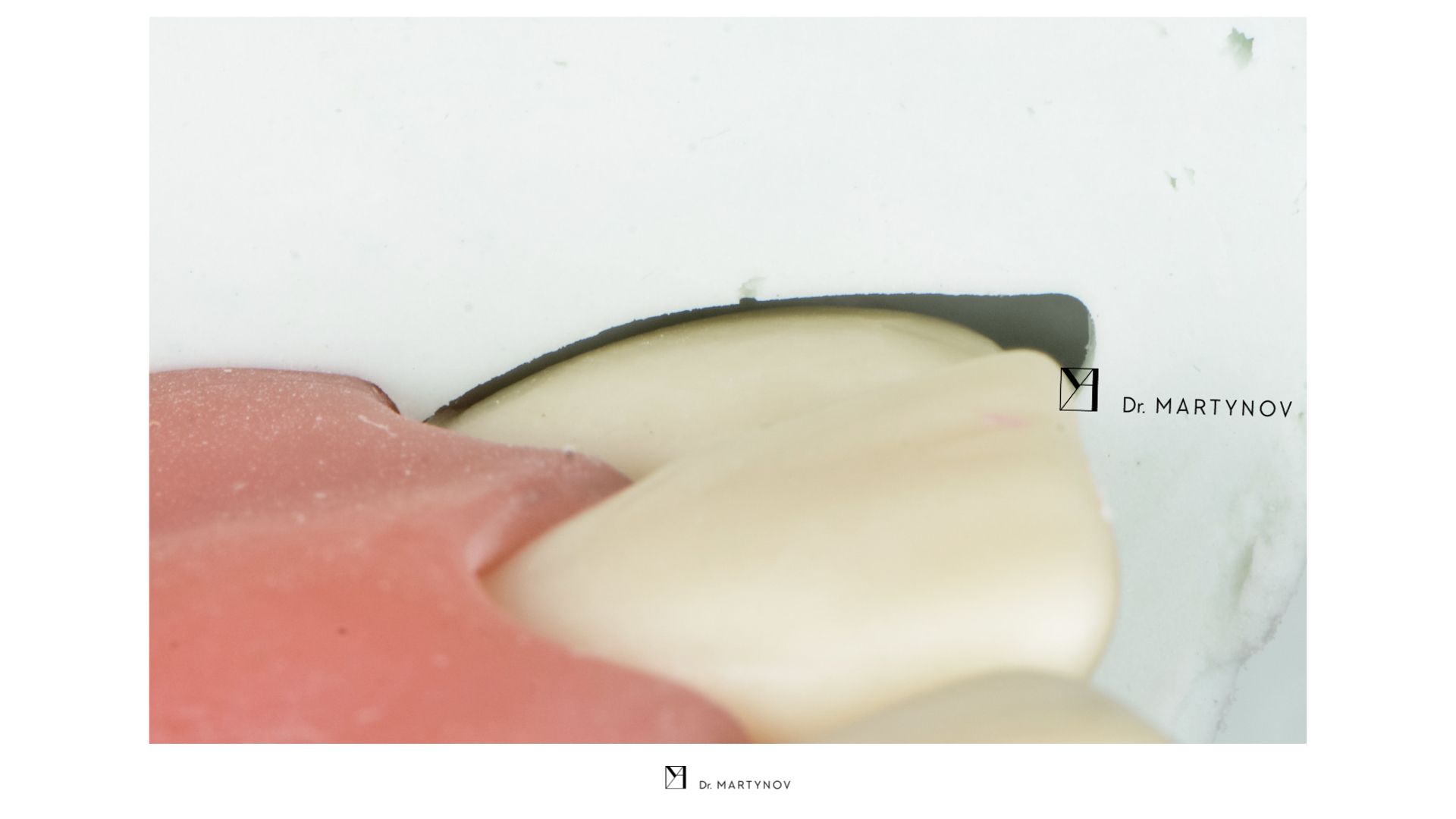
Контроль обьёма редукции при помощи ключей
Чтобы наглядно продемонстрировать метод Каскадного препарирования, я подготовил для вас видео. Вы можете его посмотреть, перейдя по QR коду.
Выражаю особую благодарность своей супруге Яне за поддержку и помощь в написании этой статьи!)
Если у вас остались вопросы — всегда рад ответить на них, пишите личным сообщением в Вконтакте.
Поделитесь с коллегами!















