


Различия в технологии литья на центробежной индукционной литейной установке и вакуумной установке под давлением
Вульфес Хеннинг (Henning Wolfes)
директор международной школы Academia Dental, руководитель учебного центра BEGO по повышению квалификации зубных техников (Германия)
Изготовление больших и массивных объектов в большинстве случаев приводит к проблемам в лабораториях. Учитывая, что каждый из таких объектов изготовляется индивидуально и часто они имеют различные геометрию и объем формы, общепринятых и конкретных правил для литья таких объектов не существует. По этой причине необходимо учитывать некоторые существенные различия в технологии литья на центробежной индукционной установке (рис. 1) и вакуумной установке под давлением (рис. 2).
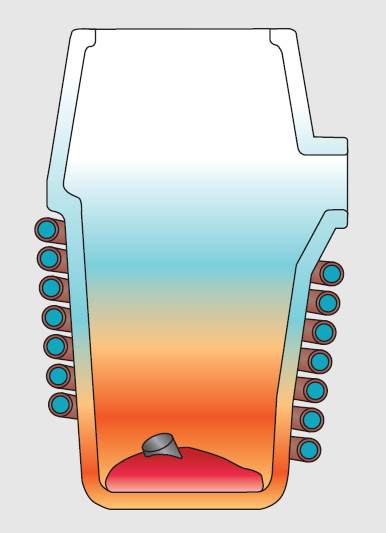
Рис. 1. Тигель центробежной индукционной литейной установки.
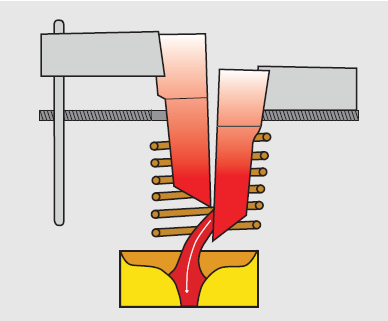
Рис. 2. Литье на вакуумной индукционной установке под давлением по принципу «раздваивающийся тигель».
Центробежное литье
При центробежном литье (рис. 3) важно, чтобы вливаемый сплав как можно быстрее вытеснил объем воздуха из полой формы опоки. Вытеснение воздуха осуществляется неизбежно через поры соответствующего паковочного материала. При заполнении на вибростолике паковочная масса оседает, т. е. крупные частицы оседают быстрее, чем мелкие. Более мелкие частицы образовывают на поверхности опоки плотный слой, который при центробежном литье замедляет вытеснение воздуха сквозь опоку. В таком случае рекомендуется отшлифовать поверхность опоки на триммере, чтобы открылись поры материала.
При центробежном литье необходимо использовать большее количество сплава, так как (рис. 4) центробежная сила оказывает достаточно высокое давление на сплав, что позволяет ему залиться даже в самые тонкие части опоки (рис. 5).

Рис. 3. Процесс литья на центробежной индукционной литейной установке.
Рис. 4. Сплав в тигеле центробежной литейной установки.

Рис. 5. Объект из благородного сплава на центробежной установке.
Вакуумное литье под давлением
В отличие от центробежного литья, при вакуумном литье под давлением (рис. 6) в полости опоки собирается только незначительный объем воздуха. В процессе литья сплав благодаря своей силе тяжести заполняет почти 80 % полости опоки. При подаче давления сплав проникает в самые тонкие области полой формы (рис. 7). Незначительное количество оставшегося воздуха свободно вытесняется через поры паковочной массы. При вакуумном литье давление действует на всю литьевую камеру, т. е. действует на опоку и сплав со всех сторон. Поэтому очень важно соблюдать расстояние от смоделированного объекта до стенок опоки (минимальное расстояние — 5 мм), и поверхность опоки ни в коем случае не должна быть сошлифована. Иначе давление, преобладающее в камере литейной машины, проникнет сквозь паковочную массу и заполнит полую форму быстрее, чем втекаемый сплав.

Рис. 6. Литье на вакуумной установке под давлением.

Рис. 7. Объект из неблагородного сплава на вакуумной установке под давлением.
При литье массивных объектов на вакуумной установке под давлением необходимо учитывать следующие
факторы:
- По своему объему литьевой резервуар (питательная балка) должен быть таким же, как сам объект для литья.
- Литьевой резервуар должен находиться в тепловом центре.
- Объект необходимо разместить в верхней части опоки, учитывая минимальное расстояние до стенок в 5 мм. Это необходимо для осуществления быстрого оттока тепла наружу. Только таким образом можно достичь кристаллизации (уменьшение объема) без
образования пор. При этом литьевой резервуар должен служить в качестве питателя. Важно также учитывать длину соединительных каналов между резервуаром и объектом: она не должна превышать 10 мм. Часто это требуется в тех случаях, когда необходимо достичь оптимальной позиции в опоке как для объекта, так и для литьевого резервуара. - Другое влияние может оказать размер опоки. По возможности объект должен располагаться на одинаковом расстоянии до стенок опоки (колец). В особенности при паковке прямых объектов (мостовидный протез) может возникнуть необходимость применения более крупного муфельного кольца.
Условием для успешного процесса литья на вакуумной установке является правильная установка следующих рабочих параметров:
- поступательное давление;
- давление нагнетания;
- время открытия тигеля;
- время нарастания давления.
Общее указание: при вакуумном литье под давлением отсутствует необходимость образования литьевого конуса, так как он может отрицательно повлиять на процесс кристаллизации объекта. В этом случае литьевому резервуару / системе литейных каналов параллельно приходится питать конус сплавом в процессе кристаллизации (рис. 8,9).
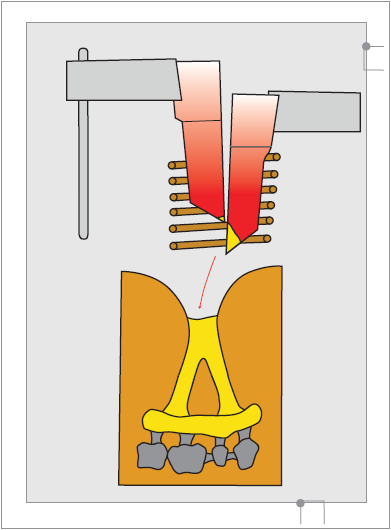
Рис. 8. Вакуумная установка: заполнение под вакуумом.
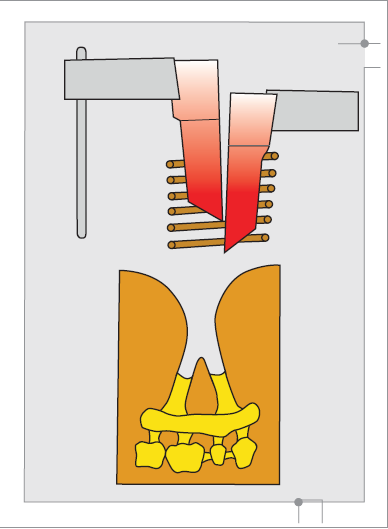
Рис. 9. Вакуумная установка: нагнетание давления и уплотнение (литьевой конус не требуется).
Во избежание напряжения при литье объектов большой протяженности необходимо разрезать литьевой резервуар. Где и как часто — зависит от размера объекта литья и его объема. Однако для массивных объектов следует выбирать литниковые каналы большого диаметра, чтобы при кристаллизации они выполняли функцию питателя (рис. 10).
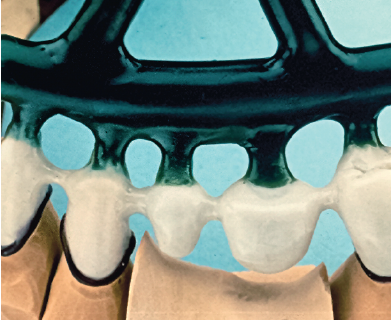
Рис. 10. Установка литниковой системы.
Указания к точности посадки
Причины неточного прилегания могут быть разными и являются не только следствием ошибок в процессе литья. Для объектов разного объема и геометрической формы (монолитные вторичные конструкции, телескопические супраконструкции и супраконструкции на имплантатах) не всегда достаточно одной величины расширения, регулируемой с помощью концентрации жидкости для замешивания паковочной массы.
В таком случае, например, можно с помощью различной концентрации жидкости для паковочной массы выровнять неравномерную геометрию вторичных коронок у телескопов. При этом вторичные коронки заполняются паковочной массой с более высокой концентрацией жидкости, и затем опока заливается паковочной массой с низкой концентрацией жидкости (двухфазовая паковка). При изготовлении комбинированного протеза важно, чтобы отфрезерованные плоскости имели гладкую форму, благодаря чему, в свою очередь, можно достичь правильного прилегания плеч распределения смещения (рис. 11).

Рис. 11. Точное прилегание: плечо распределения смещения из неблагородного сплава.
Общие указания и советы по технологии литья на примере бюгельного протеза
- Литниковые каналы следует выбирать так, чтобы они были толще снабжаемого воскового объекта. Тонкие части воскового объекта (ретенции, кламмеры) застывают раньше, чем массивные. После втекания в полость формы кобальто-хромовый сплав дает усадку. Из массивных частей и главных каналов происходит дополнительная подача.
- Очень длинные, тонкие литниковые каналы охлаждаются быстрее и препятствуют дальнейшему поступлению металла. Короткие подводные литники улучшают скорость заполнения и качество кристаллической структуры сплава.
- Из-за сильно согнутых каналов объекты могут не полностью отлиться. В полость формы сплав должен втекать быстро, без резкого изменения направления. Последнее может привести к завихрению потока сплава и часто является причиной образования пор (рис. 12).

Рис. 12. Каркас бюгельного протеза верхней челюсти — литье на центробежной индукционной литейной установке.
- Места соединения между литниковыми каналами оформляются закругленно (рис. 13). Узкие части из паковочной массы, отдельно стоящие внутри полости формы, могут легко обломиться. Литниковые каналы устанавливают так, чтобы не образовывались острые, тонкие стенки из паковочной массы. Сплав должен втекать беспрерывно!
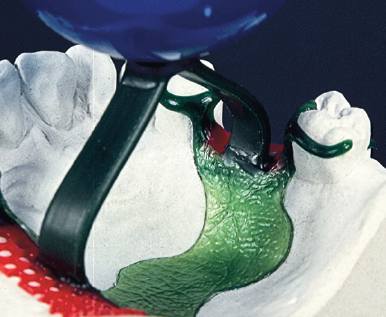
Рис. 13. Плоские литники улучшают вливание сплава в трансверзальную дугу.
- Круглые или плоские (верхняя челюсть) литниковые каналы на переходе от ретенции к дуге следует устанавливать без сужения, придерживаясь одинаковой, равномерной толщины.
- Литниковые каналы нужно расположить так, чтобы они находились в центре опоки или близко к нему, т. е. на том месте, где сплав остывает в самую последнюю очередь. Сплав в этой области дольше остается жидким и может еще дальше подаваться.
- Литниковые каналы не следует устанавливать на плечах распределения смещения. Из-за усадки может образоваться щель между плечом распределения смещения и отфрезерованным уступом!
- Во время установки литников необходимо соблюдать осторожность, чтобы не повредить объект. Плоский или круглый литник устанавливается не на рельефную дугу или дугу нижней челюсти, а на находящуюся рядом ретенцию и тщательно приливается воском. Ограничительный край восстанавливается позже в металле.

Рис. 14. «Противоусадочные муфты» препятствуют образованию пор.
- При постановке бюгельного протеза в нижней челюсти «противоусадочные муфты» препятствуют образованию пор (рис. 14).
Хеннинг Вульфес, директор международной школы Academia Dental, руководитель учебного центра BEGO по повышению квалификации зубных техников (Германия)
H. Wolfes, Director of the Academia Dental International School, Head of the BEGO Training Center for Advanced Training of Dental Technicians (Germany)
Differences in casting technology between a centrifugal induction casting plant and a vacuum pressure casting plant
Аннотация. Изготовление больших и массивных объектов в большинстве случаев приводит к проблемам в лабораториях. Учитывая, что каждый из таких объектов изготовляется индивидуально и часто они имеют различные геометрию и объем формы, общепринятых и конкретных правил для литья таких объектов не существует. По этой причине необходимо учитывать некоторые существенные различия в технологии литья на центробежной индукционной установке и вакуумной установке под давлением.
Annotation. The fabrication of large and massive objects in most cases leads to problems in laboratories. Considering that each of these objects is made individually and often they have different geometry and volume of shape, there are no generally accepted and specific rules for casting such objects. For this reason, it is necessary to take into account some significant differences in casting technology on a centrifugal induction plant and a vacuum pressure plant.
Ключевые слова: центробежное литье; вакуумное литье под давлением; бюгельный протез.
Keyword: centrifugal casting; vacuum injection molding; clasp prosthesis.
Поделитесь с коллегами!















