

Слагаемые успеха при полной реконструкции зубных рядов верхней и нижней челюстей с опорой на имплантаты
А. В. Жвыный
руководитель частной зуботехнической лаборатории, зубной техник, Ростов-на-Дону
В каких случаях можно считать работу успешно выполненной? Пациент в полной мере удовлетворен результатами работы: врач и техник, работая в тандеме, достигли своей цели. Когда речь заходит об эстетике, выбор оптимального варианта зависит не только от объективных факторов, но и от представлений пациента, способностей специалистов и возможностей технологий.
Мы предлагаем подробное описание и анализ интересного клинического случая: полная реконструкция зубных рядов верхней и нижней челюстей с опорой на имплантаты. В ходе работы на верхней челюсти установлено 10 имплантатов, на нижней челюсти — 6 имплантатов Alpha Bio (рис. 1).
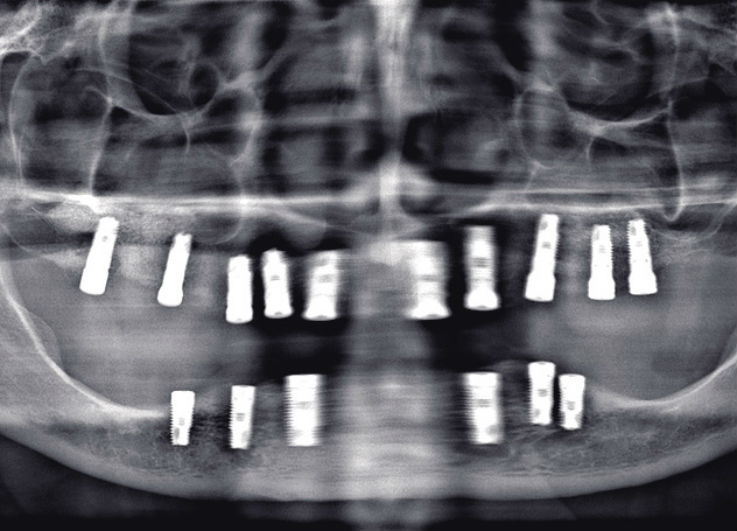
Рис. 1. Ортопантомограмма с установленными имплантатами.
Индивидуальная слепочная ложка
Работа, как и во всех подобных случаях, началась с изготовления индивидуальной слепочной ложки. Для переноса положения имплантатов врач-стоматолог устанавливает слепочные трансферы. Для четкой фиксации слепочные трансферы соединяются между собой при помощи самоотверждаемого полимерного материала Pattern Resin фирмы GC. Выбор не случаен. Этот материал при правильном соотношении жидкости и порошка практически не дает усадки, быстро полимеризуется, жестко фиксируется и сохраняет пространственную стабильность.
Снимается слепок. Таким образом, осуществляется жесткое соединение слепочных трансферов, позволяющее с высокой точностью зафиксировать каждый имплантат. После удаления фиксирующих винтов слепочных трансферов врач выводит ложку из полости рта. Работа передается в лабораторию.
Искусственная десна
Слепочные трансферы при помощи винтов соединяются с аналогами. Изоляция слепочной массы производится сепаратором. Искусственная десна наносится равномерным слоем вокруг каждого аналога.
Слепок с аналогами и искусственной десной заливается гипсом 4-го класса, в данном случае используется гипс Fuji Rock EP фирмы GC в строгой пропорции, данной производителем. Рабочие модели готовы (рис. 2, 3), можно переходить к одному из наиболее сложных этапов работы как на нижней, так и на верхней челюсти — изготовлению дуги с искусственной десной и полной анатомией зубов.

Рис. 2. Рабочие модели верхней и нижней челюстей с установленными имплантатами.
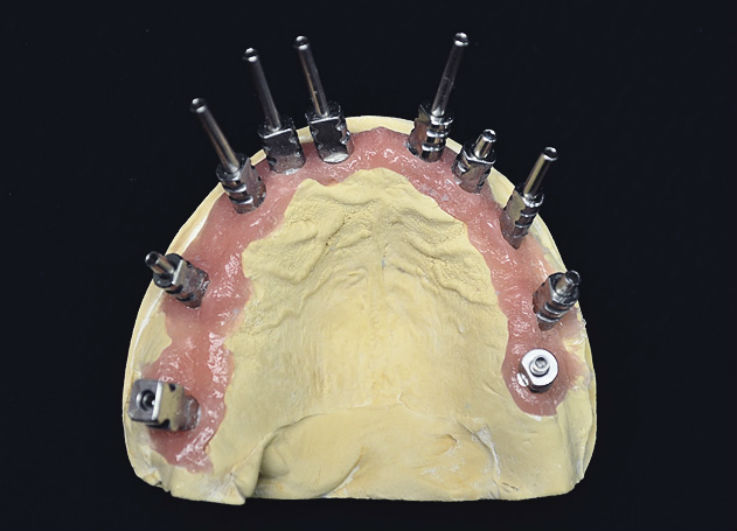
Рис. 3. Рабочие модели верхней и нижней челюстей с установленными имплантатами.
В данном случае имплантаты стоят веерообразно, и наша задача — вывести нужный нам угол таким образом, чтобы он был оптимален для дальнейшей работы и создания параллельности между абатментами. Эта задача была решена (рис. 4, 5).

Рис. 4. Вид верхней и нижней челюстей после создания параллельности между абатментами.

Рис. 5. Вид верхней и нижней челюстей после создания параллельности между абатментами.
Установка моделей в артикулятор
Следующий этап — изготовление вспомогательной шины для фиксации центральной окклюзии. В процессе планирования врач-стоматолог уже проводил предварительный контроль прикуса, по результатам которого в артикуляторе устанавливались диагностические модели.
При помощи лицевой дуги врач-стоматолог регистрирует положение верхней челюсти, затем устанавливает вспомогательную шину и заново определяет особенности расположения челюстей пациента.
Все данные переносятся в артикулятор.
Полная восковая модель
Восковые модели являются основой для всех последующих этапов работы, поэтому при их изготовлении нужно обязательно учитывать в полном объеме эстетические, функциональные и гигиенические требования, не забывая при этом о пожеланиях пациента.
Полный каркас верхней и нижней челюстей с анатомической формой зубов в процессе работы примеряется на пациента и корректируется.
Первый этап — изготовление базиса. Чтобы конструкция выдержала нагрузку и не произошло деформации, базис создается из полимерного самоотверждаемого материала Pattern Resin фирмы GC — беззольной пластмассы, выгорающей без остатка (рис. 6).

Рис. 6. Изготовлен жесткий базис из Pattern Resin.
Это позволяет заменить ее в четкой форме на металлический каркас без малейших изменений.
Следующий этап — моделирование анатомической формы зубов. В данном случае после коррекции внешний вид Mock-up полностью соответствовал требованиям врача-стоматолога и ожиданиям пациента (рис. 7, 8), и это позволило сразу приступить к изготовлению постоянных реставраций.

Рис. 7. Изготовлен Mock-up зубных рядов нижней и верхней челюстей.

Рис. 8. Изготовлен Mock-up зубных рядов нижней и верхней челюстей.
Постоянные реставрации
Перед снятием лишнего воска делаем слепочный ключ с Mock-up (рис. 9, 10), каркасы верхней и нижней челюстей отдаем в литье.

Рис. 9. Изготовление силиконового ключа.

Рис. 10. Изготовление силиконового ключа.
При правильном подходе и строгом соблюдении технических и литейных технологий изготовления каркасов подгонка металлических каркасов занимает немного времени.
В описываемом случае обработка каркасов производилась следующим образом: грубая — армированными дисками, средняя — фрезами и окончательная — абразивными камнями.
Перед дегазацией обработка металла проходит в пескоструйном аппарате под давлением 4 атмосферы под углом 45 градусов к металлической поверхности. Размер Edelkorund — 250 мкм.
Обработанная поверхность очищается паром или щеточкой под струей воды (рис. 11).

Рис. 11. Готовый металлический каркас ортопедической конструкции.
Перед нанесением грунта во избежание «конфликтных ситуаций» между металлом и керамической массой на каркас наносим GC Initial INmetalbond (рис. 12).

Рис. 12. Каркас с нанесенным GC Initial Inmetalbond.
После запекания каркас, покрытый GC Initial INmetalbond, выглядит не очень презентабельно, но на это не стоит обращать внимание, главное — функция, которую этот материал успешно выполняет (рис. 13, 14).

Рис. 13. Вид каркаса после запекания GC Initial Inmetalbond.

Рис. 14. Вид каркаса после запекания GC Initial Inmetalbond.
Поверх GC Initial INmetalbond наносим последовательно два слоя пастообразного грунта GC Initial MC, опак-модификатор используется в промежутках и на жевательных поверхностях для придания теневых оттенков и выделения вторичного дентина на жевательной поверхности. Опаком-модификатором розового цвета закрываем места будущей искусственной десны (рис. 15—16).

Рис. 15. Нанесение керамических масс GC Initial Gum Shades.

Рис. 16. Нанесение керамических масс GC Initial Gum Shades.
Затем следует нанесение керамической массы GC Initial MC. В нашем случае за основу брался цвет А3. К сожалению, фотография не может передать того цвета, тех оттенков и той глубины, которых нам позволяет достичь керамическая масса фирмы GC Initial MC.
Для первого слоя использовались керамические массы: дентин А3, А 3.5, интенсив IN-46, эмаль опалесцентная ЕОР-2, ЕОР-3, стекло флюоресцентное CL-F и эмали Е-58 и Е-59, а также десневая масса GU.
Температура запекания первого слоя — 890 градусов Цельсия (рис. 17, 18).

Рис. 17. Вид ортопедической конструкции после первого дентинного обжига.
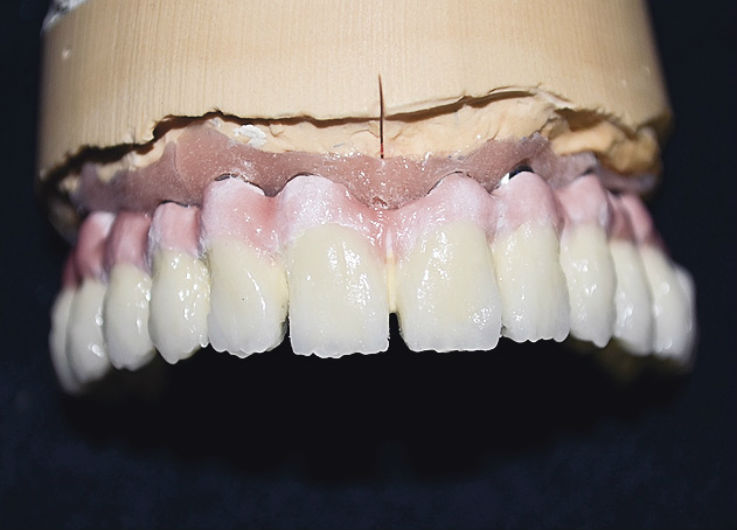
Рис. 18. Вид ортопедической конструкции после первого дентинного обжига.
Для второго слоя использовались керамические массы: дентин А3, интенсив IN-46 и натуральный прозрачный ТN (рис. 19, 20), температура запекания — 880 градусов.

Рис. 19. Вид ортопедической конструкции после второго дентинного обжига.

Рис. 20. Вид ортопедической конструкции после второго дентинного обжига.
Последний этап работы — покрытие изделия глазурью. В данном случае не использовались красители, поскольку цветовая гамма керамической массы фирмы GC Initial MC в полной мере позволяет выполнить работу без дополнительного подкрашивания изделий. Температура запекания глазури — 890 градусов Цельсия (рис. 21).

Рис. 21. Вид готовой ортопедической конструкции.
Готовая работа: рис. 22—24.

Рис. 22. Вид готовой ортопедической конструкции.

Рис. 23. Вид готовой ортопедической конструкции.

Рис. 24. Вид готовой ортопедической конструкции.
Подробную систему нанесения керамической массы мы рассмотрим в другой статье.
Поделитесь с коллегами!















