
Надежная ручная работа без использования сложных компьютерных технологий
Ручная работа всегда была характерной особенностью профессии зубного техника. Несомненно, она будет еще долго необходима, даже в эпоху применения дентальных сканеров. Не каждая зуботехническая лаборатория располагает возможностями или считает необходимым приобрести требующееся оборудование, а затем большую часть своего заказа и гонорара передать фрезерному центру.
Зубные техники широко применяют данные, полученные при помощи внутриротового сканера, в повседневной практике при изготовлении искусственных коронок и небольших мостовидных протезов. Но какая зуботехническая лаборатория взялась бы изготовить протяженную конструкцию с опорой на имплантаты, используя только виртуальное изображение на компьютерном мониторе, и при этом гарантировала бы, что такая конструкция может быть точно припасована в полости рта? Многие зубные техники в такой ситуации все еще отдают предпочтение качественной ручной работе. Автор выбрал для данной статьи название «Надежная ручная работа без использования сложных компьютерных технологий», поскольку хотел показать, каким образом можно без больших затрат, связанных с применением новых компьютерных технологий, изготовить точно припасованный съемный протез с опорой на имплантаты. Начиная с изготовления моделей и заканчивая установкой ортопедической конструкции в полости рта все зуботехнические манипуляции можно выполнить вручную, без привлечения внешних производственных ресурсов. При этом весь гонорар за техническую часть работы получает зуботехническая лаборатория.
Клинический случай
Для нашего пациента «хождение по мукам» продолжалось уже в течение длительного времени. Первоначально изготовленная ортопедическая конструкция для нижней челюсти c телескопической системой фиксации была затем переделана в полный съемный протез. В течение последующих лет резорбция костной ткани в области альвеолярного гребня прогрессировала. Многократно проведенные перебазировки протеза больше не могли в должной мере обеспечить его фиксацию. Последней попыткой получить хоть небольшой комфорт при жевании было применение крема для фиксации протезов. Ситуация была настолько критичной, что пациент стал интересоваться возможными методами лечения, которые смогли бы облегчить его страдания и восстановить жизненный комфорт. Как выяснилось, к таким методам относится установка имплантатов. После тщательно проведенного предварительного обследования и планирования лечения были установлены четыре имплантата в области нижней челюсти (CAMLOG GmbH, Wimsheim). Через шесть месяцев, после завершения этапа заживления, можно было начинать изготовление протеза. Было запланировано изготовить съемный протез с опорой на цельнолитые телескопические конструкции, выполненные из сплава неблагородных металлов.
Изготовление моделей
Оттиск снимается при помощи закрытой оттискной ложки (рис. 1). Для изготовления модели применяются лабораторные аналоги имплантатов соответствующего диаметра, которые прикручиваются к оттискным трансферам. Затем оттискные трансферы снова вставляются в репозиционные оттискные колпачки, находящиеся в оттискной ложке (рис. 2). При этом свидетельством правильного положения оттискных трансферов служит наличие ощутимого защелкивания при их установке.
Модель отливается из суперпрочного гипса IV класса, фиксируется в центральном соотношении и устанавливается в артикулятор (рис. 3, 4).
-

- Рис. 1. Оттиск после установки имплантатов.
-

- Рис. 2. Установлены лабораторные аналоги имплантатов.
-

- Рис. 3. Модель.
-

- Рис. 4. Модель.
Изготовление внутренних телескопических коронок
Сначала проводится полная постановка зубов, а затем примерка воскового базиса протеза с искусственными зубами в полости рта (рис. 5). Если восковая конструкция протеза точно припасована в полости рта и отвечает эстетическим требованиям пациента, то можно зафиксировать положение зубов при помощи силиконового ключа (рис. 6).
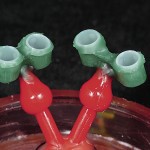
К лабораторным аналогам имплантатов прикручиваются прямые абатменты CAMLOG Vario SR, а поверх них при помощи лабораторных винтов фиксируются пластмассовые колпачки Vario SR (рис. 7, 8).
-

- Рис. 5. Постановка зубов для первой примерки протеза.
-

- Рис. 6. Ситуация зафиксирована при помощи силиконового ключа.
-

- Рис. 7. Установлены абатменты CAMLOG Vario SR.
-

- Рис. 8. Установлены пластмассовые колпачки Vario SR.
Затем выбирается и устанавливается оптимальное направление введения протеза. Установленные параметры переносятся на цоколь для фрезерования, и модель фиксируется в необходимом положении. Пластмассовые колпачки укорачиваются и индивидуализируются в соответствии с зафиксированной при помощи силиконового ключа ситуацией (рис. 9). Моделирование внутренних телескопических коронок проводится при помощи предназначенного для этих целей фрезерного воска.
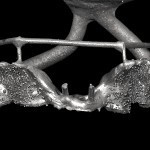
В связи с тем, что в данном случае имплантаты расположены очень близко по отношению друг к другу, внутренние (первичные) телескопические коронки попарно берутся в блок. Затем проводится фрезерование первичных телескопических коронок при помощи прибора для фрезерования с использованием конической фрезы для обработки воска с углом наклона 1°. Наличие места можно проверить при помощи силиконового ключа и припасовать внутренние телескопические коронки в соответствии с ситуацией (рис. 10—12). Перед проведением замены воска на сплав неблагородных металлов к отмоделированным коронкам присоединяются восковые литниковые каналы, по форме напоминающие форсунку (рис. 13). Благодаря сужающейся форме литников создается возможность для равномерного стока расплавленного металла в пустое пространство муфеля (опоки). Нагревание опоки проводится в ускоренном режиме («Speed»), для литья применяется кобальто-хромовый сплав (рис. 14).
-

- Рис. 9. Пластмассовые колпачки индивидуализированы и укорочены в соответствии с ситуацией.
-

- Рис. 10. Моделирование частей первичной телескопической конструкции с учетом наличия места.
-

- Рис. 11. Части первичной телескопической конструкции после завершения моделирования.
-

- Рис. 12. Части первичной телескопической конструкции после завершения моделирования.
-
- Рис. 13. Присоединенные при помощи разогретого воска литниковые каналы по форме напоминают форсунку. Они обеспечивают гомогенность литья.
-

- Рис. 14. Замена воска на металл (кобальто-хромовый сплав).
На сегодняшний день можно без проблем получить точно отлитую деталь. Компоненты системы настолько оптимально согласованы друг с другом, что дальнейшую припасовку отлитых коронок, абатментов, а также каркасов мостовидных протезов можно осуществить без особых сложностей (рис. 15, 16).
Первичные телескопические коронки обрабатываются при помощи твердосплавных фрез с крестообразной насечкой фирмы Komet Dental. После этого поверхность коронок сначала предварительно полируется, а затем доводится до зеркального блеска при помощи предназначенных для техники фрезерования полиров (рис. 17, 18).
-

- Рис. 15. Припасованные части первичной телескопической конструкции.
-

- Рис. 16. Припасованные части первичной телескопической конструкции.
-

- Рис. 17. Готовая первичная телескопическая конструкция.
-

- Рис. 18. Готовая первичная телескопическая конструкция.
Изготовление вторичной конструкции
Вторичная конструкция изготавливается цельнолитой. Для этих целей фирмы-изготовители предлагают различные прекрасно функционирующие системы стоматологического оборудования и материалов.
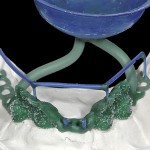
Сначала проводится дублирование мастер-модели. Перед дублированием все ретенционные участки изолируются при помощи специального подкладочного воска. Отверстия для винтов в абатментах также закрываются воском. Для того чтобы дно наружной телескопической коронки не прилегало преждевременно к окклюзионной поверхности внутренней телескопической коронки и наружные телескопические коронки могли беспрепятственно достигнуть своего конечного положения, на внутренние телескопические коронки в области окклюзионных поверхностей устанавливаются изолирующие накладки (рис. 19). Для дублирования применяется система с экономным использованием силикона. Вокруг подготовленной модели закрепляется специальная широкая клейкая лента для дублирования, а затем устанавливается соответствующая стабилизирующая вставка, которая фиксируется в правильном положении при помощи вспомогательного устройства. Затем полученная форма заполняется силиконом до верхнего края стабилизирующей вставки. При помощи такой вставки можно обеспечить необходимую стабильность относительно мягкому силикону. После отверждения силиконовой массы мастер-модель извлекают из полученной формы, а силиконовую форму нужно оставить хотя бы на 15 минут для снятия внутреннего напряжения в силиконе и восстановления линейных размеров (рис. 20). Только после этого можно отливать модель из огнеупорной массы.
-

- Рис. 19. Подготовка к дублированию.
-

- Рис. 20. Силиконовая форма.
Для изготовления цельнолитой конструкции проводится паковка в два этапа (метод центральной формовки). Сначала вокруг силиконовой формы приклеивается специальная широкая клейкая лента для дублирования. Затем проводится замешивание паковочной массы в соответствии с инструкцией фирмы-изготовителя.
При замешивании первой порции паковочной массы в данном случае используется жидкость с концентрацией примерно 80 %. Этой массой заполняется часть формы для дублирования, отображающая первичные части телескопической конструкции. Затем, не дожидаясь пока паковочная масса в отлитой части огнеупорной модели окончательно затвердеет, нужно заполнить оставшуюся часть формы для дублирования второй порцией паковочной массы (концентрация жидкости 50 %).
При этом вибрационный столик нужно использовать только по мере необходимости.
(рис. 21). Поскольку форма изготовлена из мягкого силикона, объемное расширение паковочной массы при отверждении может осуществляться в полной мере.
Информация о рекомендуемой концентрации жидкости, в том числе необходимой для отливки части модели в области культей зубов, является ориентировочной. У разных зубных техников эти показатели могут различаться. Чтобы подобрать приемлемую концентрацию жидкости для замешивания паковочной массы, следует провести несколько пробных отливок. Чем больше размеры первичной телескопической конструкции, тем меньше должна быть концентрация жидкости.
После истечения времени, необходимого для отверждения и объемного расширения паковочной массы (не менее 25 мин.), огнеупорная модель извлекается из силиконовой формы. Можно приступать к моделированию вторичной телескопической конструкции. При этом серьезную помощь может оказать силиконовый ключ с установленными в него искусственными зубами (рис. 22). Отмоделированные из воска телескопические коронки соединяются с восковой ретенционной решеткой, расположенной в области седловидной части протеза.
-

- Рис. 21. Огнеупорная модель из паковочной массы.
-

- Рис. 22. Проверка наличия места при помощи силиконового ключа.
В области фронтальных зубов дополнительно прикрепляются ретенционные штифты из воска. В конструкциях такого типа нет необходимости изготавливать подъязычную дугу (рис. 23—26).
-

- Рис. 23. Отмоделированная из воска вторичная телескопическая конструкция.
-

- Рис. 24. Отмоделированная из воска вторичная телескопическая конструкция, вид в деталях.
-

- Рис. 25. Восковая конструкция подготовлена к паковке.
-
- Рис. 26. Расположение литниковой системы.
При замене воска на металл применяется та же паковочная масса, что и для отливки огнеупорной модели. Концентрация жидкости для замешивания паковочной массы остается такой же (в данном случае 50 %). Для изготовления муфеля (опоки) вокруг модели из огнеупорной массы фиксируется креп-манжета. Это дает возможность паковочной массе при отверждении беспрепятственно и в полной мере расширяться в объеме. Разогревание опоки снова производится по ускоренной («Speed») методике. Литье проводится обычным методом (рис. 27).
Затем отлитая конструкция извлекается из паковочной массы, очищается и обрабатывается при помощи пескоструйного аппарата (Al2SO3). После этого отрезается литниковая система и проводится грубая механическая обработка (шлифовка) конструкции. Возможные острые края и облой в области вторичной телескопической конструкции полностью устраняются при помощи фрезы с мелкой насечкой. Затем проводится припасовка вторичной телескопической конструкции к первичной (рис. 28). В результате обработки резиновыми полирами достигается необходимая фрикция, а затем внутренняя поверхность вторичной телескопической конструкции полируется до зеркального блеска.
-
- Рис. 27. Замена воска на металл для изготовления цельнолитой конструкции из кобальто-хромового сплава.
-

- Рис. 28. Припасовка вторичной телескопической конструкции.
Облицовка вторичной телескопической конструкции
После того как вторичная телескопическая конструкция припасована должным образом, можно приступить к ее облицовке. Для этих целей сначала ретенционные части покрываются слоем розового опака, а на поверхность вторичных телескопических коронок наносится слой опаковой массы необходимого цвета (рис. 29). В данном случае для облицовки вторичных телескопических коронок не применяется композит. Для изготовления облицовки искусственные пластмассовые зубы соответствующим образом сошлифовываются, а затем устанавливаются на металлический каркас вторичных телескопических коронок и фиксируются при помощи пластмассы холодного отверждения integral esthetic press (Merz Dental GmbH, L?tjenburg) (рис. 30, 31). Затем завершается постановка остальных искусственных зубов, после чего снова проводится примерка готовой конструкции в полости рта (рис. 32—34). При необходимости проводится соответствующая коррекция, после чего можно передать протез врачу-стоматологу для установки в полости рта (рис. 35—40).
-

- Рис. 29. Металлический каркас покрывается слоем опака розового цвета.
-

- Рис. 30. Искусственные зубы из пластмассы фиксируются при помощи пластмассы холодной полимеризации integral esthetic press.
-

- Рис. 31. Искусственные зубы из пластмассы фиксируются при помощи пластмассы холодной полимеризации integral esthetic press.
-

- Рис. 32. Постановка зубов для второй примерки протеза.
-

- Рис. 33. Постановка зубов для второй примерки протеза.
-

- Рис. 34. Постановка зубов для второй примерки протеза.
-

- Рис. 35. Готовая конструкция на модели.
-

- Рис. 36. Готовая конструкция на модели.
-

- Рис. 37. Готовая к сдаче работа.
-

- Рис. 38. Аналогичная ортопедическая конструкция, установленная на верхней челюсти.
-

- Рис. 39. Аналогичная ортопедическая конструкция, установленная на верхней челюсти.
-

- Рис. 40. Аналогичная ортопедическая конструкция, установленная на верхней челюсти.
Выводы
При помощи современных материалов, оптимально подобранных для работы со сплавами из неблагородных металлов, можно изготовить легкие и при этом стабильные цельнолитые ортопедические конструкции. При этом нет необходимости в пайке, склеивании или установке вспомогательных фрикционных элементов, а также в дополнительном использовании компьютерных технологий (CAD/CAM). Поскольку для изготовления первичных и вторичных телескопических коронок, а также частей бюгельного протеза применяется один и тот же сплав из неблагородных металлов, изготовленный протез можно считать биосовместимым.
При изготовлении таких протезов нет необходимости создавать подъязычную или небную дугу. Цельнолитые телескопические конструкции могут быть изготовлены без значительных временных и денежных затрат.
Если у зубного техника уже имеется определенный опыт по изготовлению таких работ, то он может выполнить эту работу быстрее, чем она будет изготовлена во фрезерном центре машинным способом.
В данном клиническом случае протез был изготовлен только при помощи ручной работы. Зубной техник владел всеми необходимыми навыками на каждом этапе работы, и в его распоряжении были все требующиеся для изготовления такой конструкции приборы. Зубной техник смог применить свои знания в области материаловедения, обработки материалов, анатомии, функции и эстетики.
При этом гонорар за изготовленную работу был полностью получен зуботехнической лабораторией. Однако ситуация скоро изменится, поскольку мануальные навыки перестают играть решающую роль в зубной технике. Молодой человек, который в настоящее время обучается зуботехническому мастерству, будет в дальнейшем все больше применять в своей работе компьютерные технологии. Но компьютерная мышь все же не сможет заменить инструменты для обработки воска, как часто утверждалось на заре введения компьютерных технологий в зубную технику. Очень многое при изготовлении протеза можно, как по мановению волшебной палочки, сконструировать при помощи компьютерных программ, используя обширные банки данных. Первичные и вторичные части конструкции и даже облицовки можно в настоящее время изготовить машинным способом.
Новую тенденцию в протезировании уже невозможно повернуть вспять, и с каждым годом темпы развития нового направления ускоряются. Для современного зубного техника очень важно идти в ногу с развитием техники и осваивать новые машинные технологии для изготовления высококачественных зуботехнических работ.
Но пока это направление только развивается, еще есть возможность изготавливать зуботехнические конструкции без применения компьютерных технологий, используя исключительно ручную работу. Опыт показал, что применение такого метода работы функционирует успешно и без проблем.
Поделитесь с коллегами!















